- Understanding DP Calculator for Zero Suppression in Open Tank Level Measurement
- DP Calculator for Zero Suppression in Open Tank Level Measurement
- What Is Zero Suppression in Open Tank Level Measurement?
- Why Zero Suppression Is Required in Differential Pressure Level Measurement
- Importance of Zero Suppression in Open Tank Level Measurement
- What Is a DP Calculator for Zero Suppression Level Measurement?
- When to Use This DP Zero Suppression Calculator
- Where This DP Zero Suppression Calculator Is Used
- Who Uses This DP Zero Suppression Calculator?
- DP Calculator Inputs
- DP Calculator Outputs
- How the DP Zero Suppression Calculator Works
- Zero Suppression Formula for Open Tank Level Measurement
- Worked Example of Zero Suppression Calculation
- Why This Calculator Helps During Loop Checking and Transmitter Configuration
- How This Calculator Helps in Field Calibration and Range Setting
- Practical Applications of DP Zero Suppression Calculation
- Common Mistakes in Zero Suppression Calculation
- Troubleshooting Tips for DP Level Measurement
- Frequently Asked Questions on DP Calculator for Zero Suppression
- 1. What is a DP calculator for zero suppression?
- 2. Why is zero suppression needed in open tank level measurement?
- 3. What is the formula for LRV and URV in this case?
- 4. What is the span in zero suppression level measurement?
- 5. Why does the transmitter not read zero at empty tank?
- 6. What happens if the specific gravity changes?
- 7. Is this formula suitable for commissioning work?
- 8. How do you calculate zero suppression?
- 9. What is zero suppression and zero elevation?
- 10. How do you calculate DP level?
- Conclusion: Accurate DP Transmitter Range Calculation Using Zero Suppression
Understanding DP Calculator for Zero Suppression in Open Tank Level Measurement
Open tank level measurement with a differential pressure transmitter is one of the most common level applications in process plants. It is used in water tanks, chemical tanks, storage vessels, utility systems, and many commissioning and maintenance jobs where the liquid is open to atmosphere. In this type of application, the transmitter does not always start at true zero. Often the transmitter is mounted below the low point or below the tank reference elevation, so the measured head at empty condition is already above zero. That is where zero suppression becomes important.
A DP calculator for zero suppression helps instrumentation engineers calculate the correct transmitter range before configuration, loop checking, calibration, and startup. It gives the Lower Range Value, the Upper Range Value, and the span based on tank height, specific gravity, and offset below the HP tap. This saves time in the field, reduces range setting mistakes, and makes open tank level measurement calculation much easier to verify during commissioning.
At AutomationForum.co, this kind of calculation is especially useful for engineers who need a quick and reliable differential pressure level transmitter formula for real plant work, not just theory.
DP Calculator for Zero Suppression in Open Tank Level Measurement
Use this DP Calculator for Zero Suppression to quickly calculate LRV, URV, and Span for open tank level measurement applications. Enter tank height, specific gravity, and offset below the HP tap to determine the correct differential pressure transmitter range for calibration, commissioning, and configuration.
DP Calculator — Zero Suppression Level Measurement
Calculate LRV, URV, and span for open tank differential pressure level measurement
What this calculates
Open-tank zero-suppression where transmitter LRV is the offset head and URV is offset head plus tank height. In simple form: LRV = SG × h1 and URV = SG × (h + h1).
| Parameter | Value | Unit |
|---|---|---|
| No results yet | ||
Formula used — open tank zero suppression
The transmitter range spans from the offset head at empty to offset head plus full tank height at 100% level.
Refer the below link to stop guessing interface levels – calculate them with confidence now: DP calculator for Interface level measurement
What Is Zero Suppression in Open Tank Level Measurement?

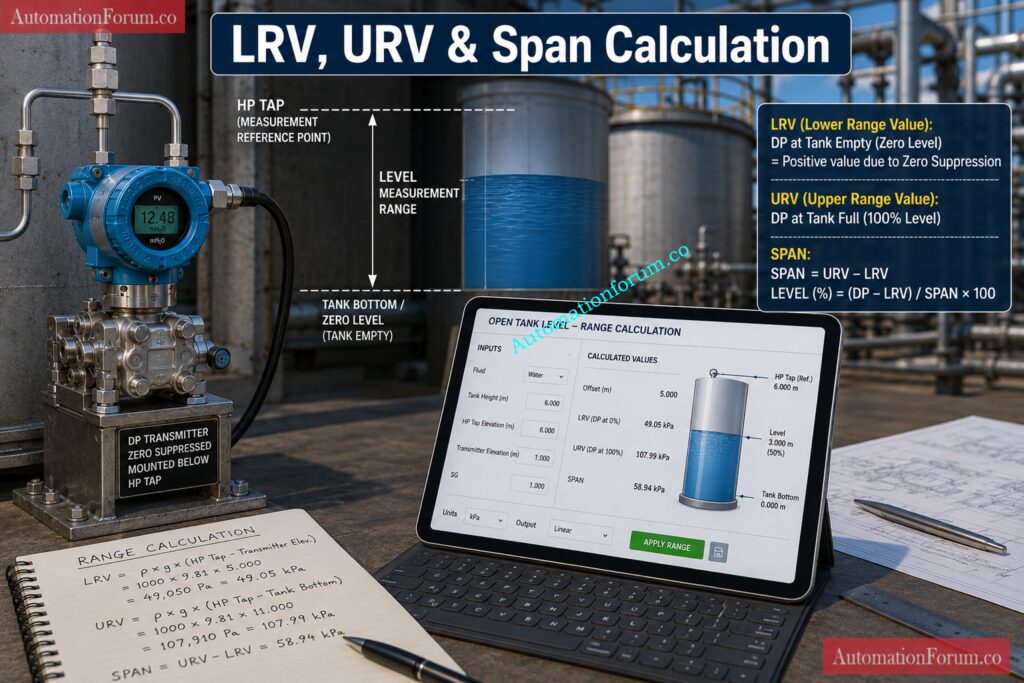
Zero suppression is the adjustment of a differential pressure transmitter range when the transmitter is installed below the HP tap or below the reference point in an open tank level measurement application. In this condition, the transmitter already sees liquid head even when the tank is empty. Because of that, the transmitter does not start from true zero. The lower range value is shifted upward to match the static head created by the installation elevation.
Unlock wet leg DP results before mistakes cost time: DP calculator for Closed tank level measurement – Wet Leg system
Why Zero Suppression Is Required in Differential Pressure Level Measurement

Zero suppression is required because the transmitter must reflect the actual pressure at empty tank condition, not an assumed zero pressure. If the transmitter is mounted below the tank bottom or below the HP tapping point, the liquid column above the transmitter creates pressure even when there is no level in the tank. Without zero suppression, the range setting will be wrong and the displayed level will not match the actual process condition.
Crack dry leg closed tank readings in minutes: DP calculator for Dry leg Level measurement – closed tank
Importance of Zero Suppression in Open Tank Level Measurement
In open tank level measurement, zero suppression is very important because the tank is open to atmosphere and the low pressure side is usually vented to atmosphere. The measured pressure on the high pressure side depends on the liquid head above the transmitter location. If the transmitter is installed below the reference point, the empty tank condition still produces a positive pressure. Proper zero suppression is important for accurate LRV, URV and span setup, dependable level indication, correct transmitter design and superior commissioning outcomes.
Master open tank level calculations without confusion today: DP calculator for open tank level measurements
What Is a DP Calculator for Zero Suppression Level Measurement?
A DP calculator for zero suppression level measurement is a practical technical tool for calculating the right transmitter range for open tank applications. Determining the span, Lower Range Value and Upper Range Value depending on tank height, specific gravity and the offset below the HP tap helps. This calculator helps engineers to prevent range setting errors during loop inspection, transmitter calibration, commissioning and control system configuration. It saves time in the field and ensures the DP transmitter is adjusted to the actual installation and process circumstances.
Design cleaner Profibus networks with this smart calculator: Profibus Segment Calculator for DP and PA Network Design
When to Use This DP Zero Suppression Calculator
Use this DP calculator for zero suppression when you are working with an open tank level measurement application and the differential pressure transmitter is installed below the HP tap or reference point. In this condition, the transmitter does not start from true zero because it already senses liquid head at empty tank condition.
This calculator is also useful during transmitter configuration, loop checking, commissioning, and field calibration. It helps the engineer to compute the right LRV, URV and span before setting up the transmitter output or scaling the level value in the control system.
Convert pressure changes into flow without trial-and-error:Flowrate to Differential Pressure (DP) Calculator
Where This DP Zero Suppression Calculator Is Used
The calculator is widely used in various industrial applications for open tank level measurement systems. It is often used on water tanks, chemical tanks, process vessels, storage tanks and utility tanks where the liquid level is detected by a differential pressure transmitter.
It finds wide application in industries like oil and gas, chemical processing, water treatment, power plants, food processing, pharmaceuticals, and general process automation. In all these applications the need of correct range setup for dependable level indication and steady transmitter operation is discussed.
Get interface level values fast, accurate, and usable: Interface level calculator from Differential pressure (DP)
Who Uses This DP Zero Suppression Calculator?
This calculator is used by Instrumentation Engineers, Process Engineers, Commissioning Engineers, EPC Engineers, Maintenance Engineers and Calibration Technicians. It is also handy for students and trainees who studying the industrial level measurement and transmitter range computation.
It is used by field engineers to verify transmitter settings. Commissioning teams use it during startup. Maintenance teams use it when checking or recalibrating existing instruments. Design engineers use it during project engineering and range selection.
Beat impulse line freezing before your loop fails: Impulse Line Freezing Risk and Heat Tracing Calculator for Instrumentation Engineers
DP Calculator Inputs
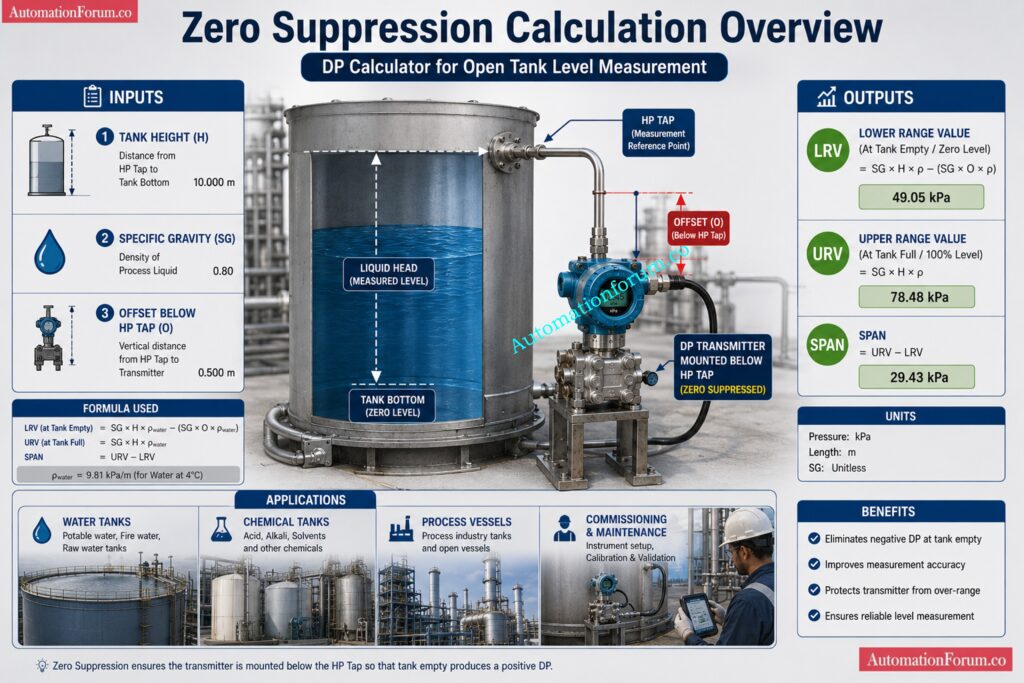
The calculator uses three main inputs.
- Tank height is the total liquid level range from empty to full in the tank.
- Specific gravity is the density of the liquid compared with water.
- Offset below the HP tap is the vertical distance between the transmitter and the high pressure reference point.
- These inputs are essential because they determine the head pressure seen by the transmitter at empty and full conditions.
DP Calculator Outputs
The calculator gives three important outputs.
- LRV is the lower range value, which is the pressure at empty tank condition.
- URV is the upper range value, the pressure at full tank condition.
- The span is the difference between the URV and the LRV, and it is the transmitter’s full scale range.
- These outputs are utilized for transmitter range setting, scaling, calibration and loop checking.
- They help ensure that the DP transmitter is configured correctly for zero suppression in open tank level measurement.
Calibrate displacer transmitters faster with proven dry steps; Displacer Level Transmitter Calibration Calculator for Dry Calibration Step by Step Guide
How the DP Zero Suppression Calculator Works
This calculator is built for open tank level measurement using a DP transmitter where the transmitter is installed below the reference tapping point. The logic is simple and practical.
The main inputs are tank height, specific gravity, and offset below the HP tap.
Tank height means the full liquid height from empty to full level. In level applications, it is usually the effective measuring range of the tank.
Specific gravity is the ratio of the liquid density to water density. It tells the transmitter how much pressure is created by the liquid column.
Offset below the HP tap means the vertical distance between the transmitter and the bottom reference point or HP tap. This offset creates head even when the tank is empty.
The calculator then gives:
- LRV, which is the pressure seen by the transmitter at zero level
- URV, which is the pressure seen at full level
- Span, which is the difference between URV and LRV
- In physical terms, zero suppression means the transmitter zero point is shifted upward because the transmitter already sees positive pressure at empty tank condition. Instead of starting from zero, the transmitter starts from the pressure created by the offset head.
Stop grounding noise issues before they wreck signals: Shield Grounding Noise Calculator for Instrumentation: A Practical Engineer Guide
Zero Suppression Formula for Open Tank Level Measurement
The formula used in this calculator is straightforward and very useful in day to day instrumentation level calculation.
For an open tank:
- LRV = SG × h1
- URV = SG × (h + h1)
Where:
- SG is the specific gravity of the liquid
- h is the tank height
- h1 is the offset below the HP tap
The span is:
- Span = URV minus LRV
This simplifies to:
- Span = SG × h
That means the offset changes the starting point and ending point of the transmitter range, but it does not change the span.
Here is the engineering meaning of the formula.
At empty tank condition, the transmitter still sees the pressure from the liquid column above it if it is mounted below the reference point. That pressure is the LRV. When the tank reaches full level, the transmitter sees the pressure from the full liquid height plus the offset. That pressure is the URV.
So the offset below the HP tap directly pushes both LRV and URV upward by the same amount. This is why zero suppression in level measurement is very common in open tank applications.
This is also why the calculator is useful for LRV and URV calculation for DP transmitter selection and configuration. It helps you define the exact transmitter range before entering values into the field device.
Catch earth fault current risks in intrinsic safety loops: IS Barrier Earth Fault Current Calculator | Intrinsic Safety Loop Design Tool
Worked Example of Zero Suppression Calculation
Let us take a realistic industrial example for open tank level measurement.
Suppose a water based process tank has:
- Tank height = 3000 mm
- Specific gravity = 0.85
- Offset below HP tap = 500 mm
Using the formula:
- LRV = SG × h1
- LRV = 0.85 × 500
- LRV = 425 mmWC
Now calculate the URV:
- URV = SG × (h + h1)
- URV = 0.85 × (3000 + 500)
- URV = 0.85 × 3500
- URV = 2975 mmWC
Now calculate the span:
- Span = URV minus LRV
- Span = 2975 minus 425
- Span = 2550 mmWC
Practical meaning:
- At empty tank, the transmitter should read 425 mmWC.
- At full tank, the transmitter should read 2975 mmWC.
- The transmitter span is 2550 mmWC.
- This is the correct range for configuration when the transmitter is installed below the HP tap. The result also shows an important point: even when the tank is empty, the transmitter does not read zero because of the offset head. That is the essence of zero suppression.
Measure earthing resistance the right way, every time: Instrument Earthing Resistance Calculator for Process Industries Complete Engineering Guide
Why This Calculator Helps During Loop Checking and Transmitter Configuration
During loop checking, the first question is often whether the transmitter range matches the installed elevation. If the LRV and URV are wrong, the signal may look correct in the control system at first glance but will fail when the tank level changes.
This calculator helps the commissioning team quickly verify the expected range before applying pressure or simulating level. It is especially useful when setting the 4 to 20 mA output, checking the scaled value in the DCS or PLC, and confirming the transmitter engineering units.
It also reduces confusion between the actual process level and the pressure seen by the transmitter. That is a common source of errors during startup.
Size control valves correctly and avoid costly oversizing: Control Valve Sizing Calculator: Complete ISA S75.01 Cv Calculation Guide for Instrumentation Engineers
How This Calculator Helps in Field Calibration and Range Setting

Field calibration becomes much easier when the correct LRV and URV are known in advance. The technician can use the calculated values to set the transmitter range, trim the output if needed, and confirm whether the live reading is correct against the applied head.
For range setting, the calculator helps the engineer define the exact zero and full scale pressure points. This is especially valuable when using a handheld communicator, HART configurator, or bench calibration setup.
In short, the calculator supports better calibration accuracy, fewer rework cycles, and faster commissioning.
Dry-calibrate displacer levels with a sharper weight-loss method: Dry Calibration of Displacer Level Troll Using Weight Loss Calculator
Practical Applications of DP Zero Suppression Calculation
Open tank level measurement calculation using a DP transmitter is used across many industries.
- Water tanks: In utility systems, the method is used for clean water, filtered water, and service water tanks. The calculation is simple, but the transmitter must still be ranged correctly.
- Chemical tanks : In chemical facilities, the density of liquids may be different from water, hence specific gravity becomes important. A tiny inaccuracy in SG can result in a considerable range error.
- Process vessels: DP transmitters are widely used for dependable level indication in open vessels in batch and process systems especially where radar or ultrasonic sensors are not preferred.
- Open storage tanks: In storage applications the liquid might be open to atmosphere and the transmitter must be set up for the correct head pressure and offset.
- Zero suppression dp calculator is a quick reference for the technical teams involved in the design, installation and maintenance work on AutomationForum.co.
Inspect impulse lines before failures shut everything down: Impulse Line Inspection Step By Step Procedure For DP Transmitters
Common Mistakes in Zero Suppression Calculation
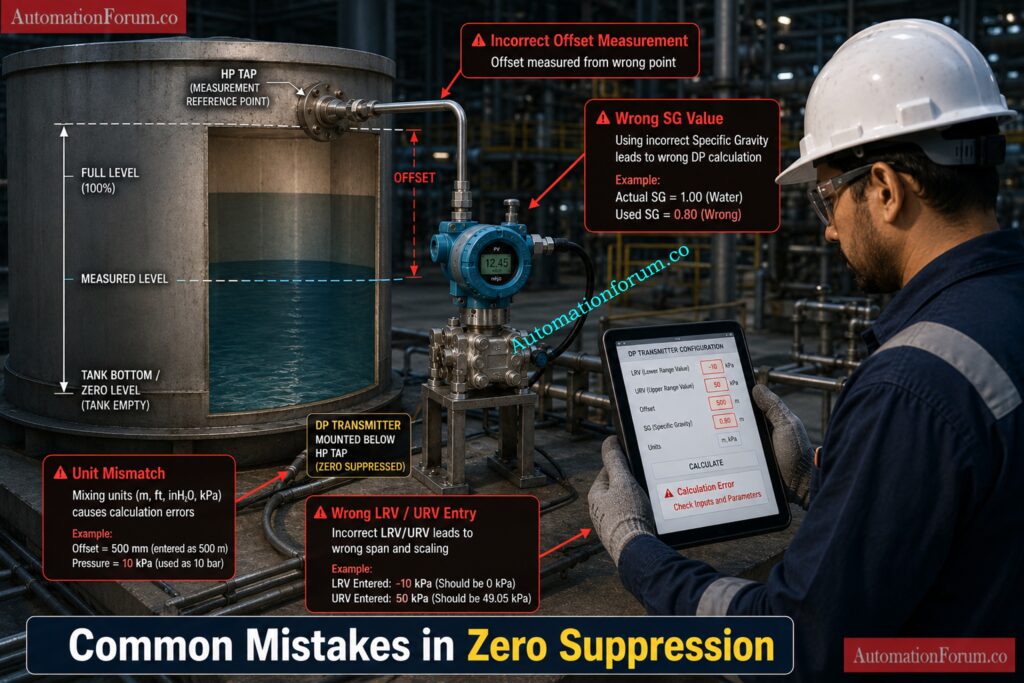
- Wrong SG number : A lot of engineers use water specific gravity as default, even if the liquid is heavier or lighter. This gives an incorrect LRV and URV.
- Wrong offset measurement: The offset below the HP tap must be measured vertically and carefully. A small mistake here changes the zero point.
- Confusing zero suppression with zero elevation: Zero suppression is used when the transmitter sees positive pressure at empty condition. Zero elevation is a different situation and should not be mixed with it.
- Unit mismatch: Some teams enter tank height in meters, offset in millimeters, and expect the result in mmWC without conversion. This creates range errors.
- Ignoring installation elevation: If the transmitter is mounted higher or lower than expected, the actual head may differ from the design drawing.
Dry-calibrate displacer transmitters with less guesswork, more accuracy: Displacer Level Transmitter Calibration Calculator for Dry Calibration Step by Step Guide
Troubleshooting Tips for DP Level Measurement
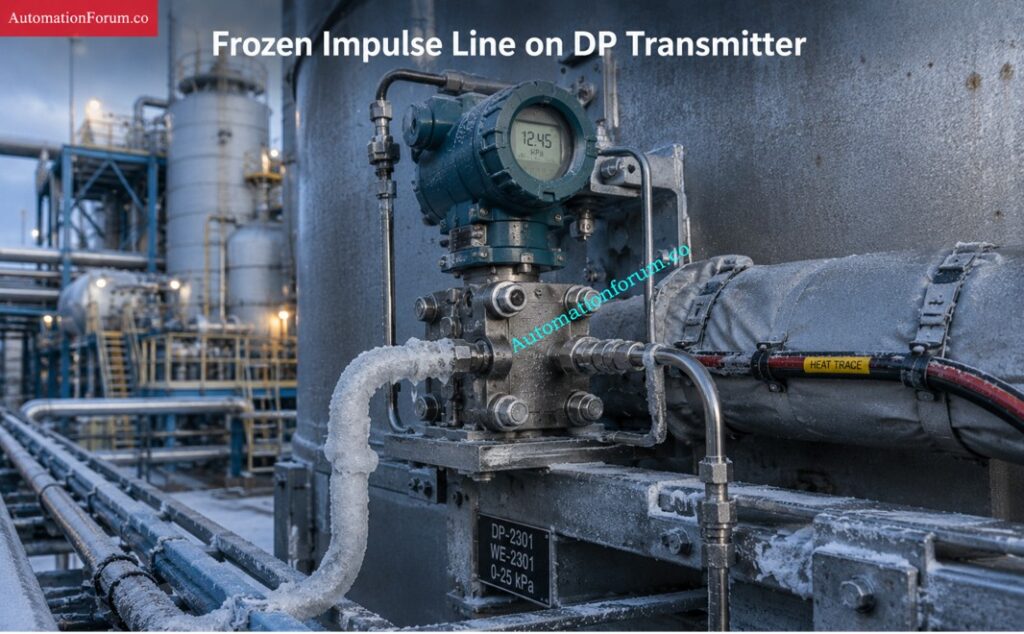
- When transmitter reading is unstable, check for impulse line blockage, trapped air, venting issues, or fluctuating liquid surface. In open tank applications, even small installation problems can create noisy readings.
- When output does not match actual level, verify the SG, the transmitter location, the tap point, and the calibration range. Most problems come from wrong range setup rather than from the sensor itself.
- When range calculation seems wrong, first confirm the formula, then confirm the units. Many field issues come from mixing millimeters, meters, and pressure units without conversion.
- If the transmitter shows correct behavior at one point but not across the full range, check whether the lower and upper range values were entered in the correct order.
Convert mass flow units instantly across every scale: Mass Flow Rate Converter : Convert kg/s, lb/min, SCFM, L/h and 50+ Units
Frequently Asked Questions on DP Calculator for Zero Suppression
1. What is a DP calculator for zero suppression?
A DP calculator for zero suppression helps calculate the correct LRV, URV, and span for level transmitters installed below the reference point in open tank applications.
It ensures accurate transmitter configuration, calibration, and commissioning by accounting for installation offset.
2. Why is zero suppression needed in open tank level measurement?
Zero suppression is needed because the transmitter senses positive hydrostatic pressure even when the tank level is zero.
Without zero suppression, the transmitter range and displayed level will be inaccurate.
3. What is the formula for LRV and URV in this case?
The formulas are LRV = SG × h₁ and URV = SG × (h + h₁), where SG is specific gravity.
These equations calculate the pressure seen by the transmitter at empty and full tank conditions.
4. What is the span in zero suppression level measurement?
Span is the difference between the Upper Range Value (URV) and Lower Range Value (LRV).
For open tank zero suppression applications, Span = SG × h.
Size valve actuators with confidence, safety, and precision: Valve Actuator Sizing Calculator – Complete Engineering Guide for Torque, Safety Factor & Gear Ratio Selection
5. Why does the transmitter not read zero at empty tank?
The transmitter is mounted below the HP tap, so it experiences liquid head pressure even when the tank is empty.
This static pressure shifts the transmitter zero point above true zero.
6. What happens if the specific gravity changes?
A change in specific gravity changes the hydrostatic pressure generated by the liquid column.
As a result, the transmitter range and level calculation must be recalculated using the new SG value.
7. Is this formula suitable for commissioning work?
Yes, it is widely used during commissioning, loop checking, and transmitter configuration activities.
It helps engineers verify correct LRV, URV, and span values before startup.
8. How do you calculate zero suppression?
Zero suppression is calculated by multiplying the specific gravity of the liquid by the vertical offset below the HP tap.
Formula: Zero Suppression = SG × Offset Height.
9. What is zero suppression and zero elevation?
Zero suppression occurs when the transmitter is installed below the reference level and sees positive pressure at zero level.
Zero elevation occurs when the transmitter is installed above the reference point and requires a negative LRV.
10. How do you calculate DP level?
DP level is calculated by dividing the measured differential pressure by the liquid specific gravity.
Formula: Level = DP ÷ SG, assuming pressure is expressed in equivalent liquid head units.
Turn differential pressure into flow in seconds: Differential Pressure to Flow Calculator – Complete Interactive Tool for Process Engineers
Conclusion: Accurate DP Transmitter Range Calculation Using Zero Suppression
For reliable open tank level measurement, a correct DP calculator for zero suppression is required. It offers you the correct LRV, URV, and span based on tank height, specific gravity and offset below HP tap. This means better transmitter configuration, faster loop checking, cleaner field calibration, and fewer commissioning errors.
For instrumentation engineers, control engineers, EPC teams and maintenance workers this computation is not only a theory exercise. It is a practical instrument that has a direct impact on plant dependability and measurement precision. Used appropriately, it makes differential pressure level transmitter formula simple, consistent and field ready.
Such material can be a good fit for AutomationForum.co as a solid technical article matching search intent, supporting featured snippet visibility, and targeting working engineers looking for actionable outcomes.
Refer the below link to Tune PID loops smarter and eliminate unstable control: Best PID Controller Tuning Simulation Tool for Engineers