- Why HAZOP Matters in EPC Instrumentation Projects
- What is a HAZOP Study?
- Why HAZOP is Critical for Instrumentation Engineering in EPC Work
- HAZOP Team Structure and Instrumentation Roles
- Step-by-Step HAZOP Methodology for Instrumentation Engineers
- Common Guide Words and Instrumentation Deviation Examples
- Practical HAZOP Checklists for Instrumentation Engineers
- Case Study – Compressor Suction Drum HAZOP Analysis
- Prioritizing and Closing HAZOP Actions in EPC Projects
- Common Pitfalls and Best Practices for EPC Instrumentation Engineers
- Key Engineering Deliverables Supporting HAZOP
- Safety Integrity Level (SIL) and Safety Requirements Specification (SRS)
- Testing, Commissioning, and Validation of HAZOP-Derived Functions
- Human Factors and Alarm Management in HAZOP
- Lifecycle Management and HAZOP Revalidation
- Regulatory Compliance, Audits and Documentation Traceability
- Cybersecurity Considerations in Modern Instrumentation HAZOP
- IIoT, Analytics and Predictive Maintenance Integration
- Procurement and Vendor Management Based on HAZOP Findings
- Governance, KPIs and Accountability for HAZOP Closure
- Continuous Improvement and Lessons Learned from HAZOP Implementation
- Frequently Asked Questions (FAQ)
Why HAZOP Matters in EPC Instrumentation Projects
Every EPC engineer that works in process industries needs to know a lot about HAZOP study instrumentation engineering. In complicated plants like oil and gas, petrochemical, chemical, and power plants, even a tiny change in pressure, temperature, or flow can have big effects on safety, the environment, and the economy. So, it’s important to know how HAZOP works and how its results affect the design of instruments. It is really important.
HAZOP is more than just a safety workshop for EPC engineers. It has a direct effect on the choice of instruments, the rationale behind alarms, the design of interlocks, the reasoning behind controls, and the plans for shutting down. When instrumentation is in line with HAZOP findings, the plant is safer, more dependable, and easier to run.
What is a HAZOP Study?
Definition and Core Principles of HAZOP
HAZOP is short for “Hazard and Operability Study.” It is a methodical and organized way to find possible dangers and problems with how a process plant works. The method looks at how things can go wrong with the design and what might happen as a result.
The main notion behind HAZOP is easy to understand. A team from different fields looks at the process in discrete parts called nodes. The team uses guidance words like More, Less, No, Reverse, and Other than to process characteristics like flow, pressure, temperature, and level for each node. These combinations create deviations, which are then looked at to find out what caused them, what happened as a result, and how to protect against them.
How HAZOP Differs from General Risk Assessment
HAZOP is far more thorough and scenario-based than a general risk assessment. It focuses on real-world process conditions and failures. That level of information makes it very useful for instrumentation engineering.
How to Prepare Alarm and Trip Setpoint Documents for Plant Protection: Alarm & Trip Setpoint List in Instrumentation Engineering: The Most Critical Document for Plant Safety
Why HAZOP is Critical for Instrumentation Engineering in EPC Work
Impact on Instrument Selection and Specification
Instrumentation is a key part of finding, controlling, and reducing the effects of deviations found in a HAZOP study. Most dangers in process plants only become serious when they aren’t found or controlled quickly enough. Sensors, transmitters, control valves, alarms, and shutdown systems are often the ones in charge of that.
For EPC engineers, HAZOP outcomes directly affect:
- Selection of measurement technology
- Accuracy and range of transmitters
- Alarm set points and priorities
- Safety instrumented functions
- Cause and effect logic
Relationship Between HAZOP and Plant Operability
If HAZOP instructions aren’t followed well, the plant could have problems like false alarms, excursions that aren’t useful, or unsafe working conditions. In practice, having HAZOP findings and instrumentation design that are very similar makes things safer and more productive.
Beginner to Advanced Guide on SIS, SIF, and SIL Concepts: What is SIS, SIF and SIL? An In-Depth Guide to Functional Safety in Process Industries
HAZOP Team Structure and Instrumentation Roles
Typical HAZOP Team Composition
A HAZOP team usually has:
- Process engineer who explains design intent
- Instrumentation engineer who evaluates detection and control
- Control system specialist
- Operations representative
- Safety engineer
- HAZOP facilitator
Everyone has a different point of view. The instrumentation engineer is in charge of figuring out how well deviations are found and fixed.
Responsibilities of the EPC Instrumentation Engineer
During HAZOP, the instrumentation engineer has to:
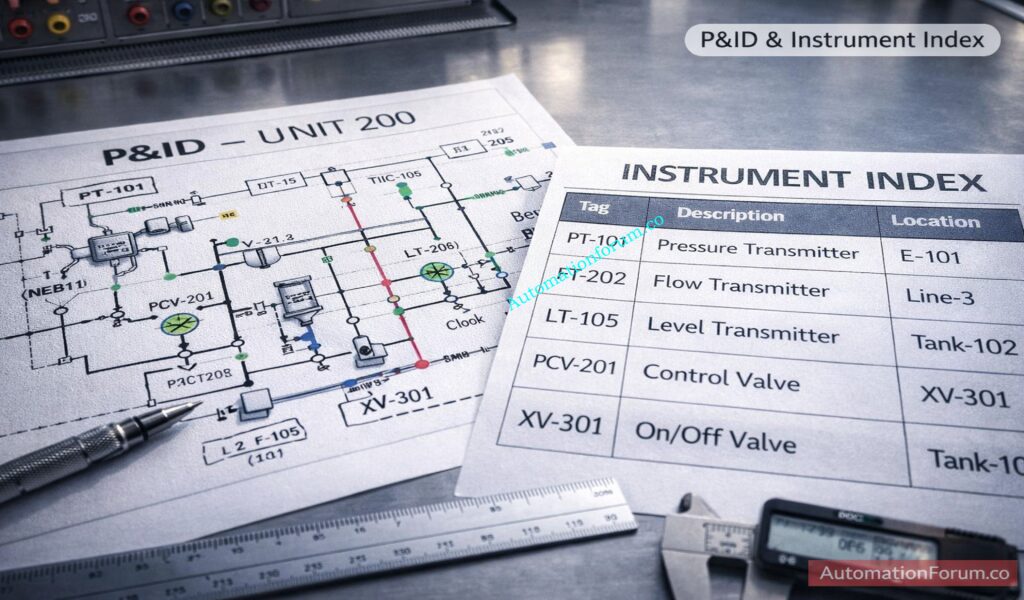
- Review Piping and Instrumentation Diagrams and instrument index before sessions
- Confirm measurement ranges and accuracy
- Evaluate alarm coverage and interlocks
- Propose additional sensors or logic when required
- Document recommended changes clearly
The engineer must make sure that actions are added to datasheets, control narratives, cause and effect charts, and loop diagrams after the session.
Emergency Shutdown vs Blowdown Valve Differences Explained: ESDV vs EBDV – Fail Close vs Fail Open | Emergency Shutdown Valve vs Emergency Blowdown Valve
Step-by-Step HAZOP Methodology for Instrumentation Engineers
Instrumentation engineers can get ready well if they understand how the steps work together.
Step 1 Defining the Node and Design Intent
A node might be a piece of piping, a container, or a heat exchanger. The process engineer decides what the design should do.
Step 2 Applying Guide Words to Process Parameters

We use guide words like More, Less, No, Reverse, As well as, and Other than with characteristics like flow or pressure.
Step 3 Identifying Instrumentation-Related Causes
Causes associated to instrumentation may include:
- Transmitter failure
- Impulse line blockage
- Incorrect calibration
- Control valve sticking

Step 4 Evaluating Consequences of Deviations
Consequences can include broken equipment, lost products, pollution, or accidents that put people in danger.
Step 5 Reviewing Existing Safeguards
Alarms, trips, and control loops are some of the safety measures that are already in place.
Step 6 Recommending Instrumentation Improvements
The team suggests steps like these if the precautions aren’t good enough:
- Add high high pressure trip
- Upgrade transmitter to higher accuracy class
- Install redundant sensor
- Modify alarm priority
Step 7 Assigning and Tracking HAZOP Actions
Responsible disciplines are given tasks and tracked until they are done.
Hazardous Area Instrument Installation Rules as per IEC 60079-14: IEC 60079-14 Explained: Complete Guide to Hazardous Area Installation for Instrumentation and Control Systems
Common Guide Words and Instrumentation Deviation Examples
This is a simple example table that is useful for instrumentation engineering.
| Deviation | Typical instrumentation cause | Suggested instrumentation action |
| No flow | Flow transmitter failure | Add low flow alarm and transmitter redundancy |
| More pressure | Incorrect set point | Review set point and implement high high pressure trip |
| Less level | Level transmitter drift | Schedule frequent calibration and add low level alarm |
| Reverse flow | Control valve malfunction | Install check valve and add flow direction monitoring |
Global Automation and Control System Standards Reference Guide: 30+ International Standards for Control Systems: The Complete Guide for Automation & Instrumentation Engineer
Practical HAZOP Checklists for Instrumentation Engineers
Pre-HAZOP Engineering Checklist
Before HAZOP, instrumentation engineers can utilize these list to get ready:
- Verify instrument index completeness
- Confirm measurement ranges match process design
- Review alarm set points
- Cross check safety instrumented functions
- Ensure loop diagrams are updated
Post-HAZOP Implementation Checklist
After HAZOP, the checklist for implementation could include:
- Update datasheets
- Revise cause and effect matrix
- Modify control logic diagrams
- Update alarm philosophy document
- Plan factory acceptance test verification
This kind of organized tracking makes sure that HAZOP leads to useful technical results.
Safety Bypass and Override Requirements in Functional Safety Systems: IEC 61511 Safety Bypass And Override in Instrumentation and Control : System Maintenance
Case Study – Compressor Suction Drum HAZOP Analysis
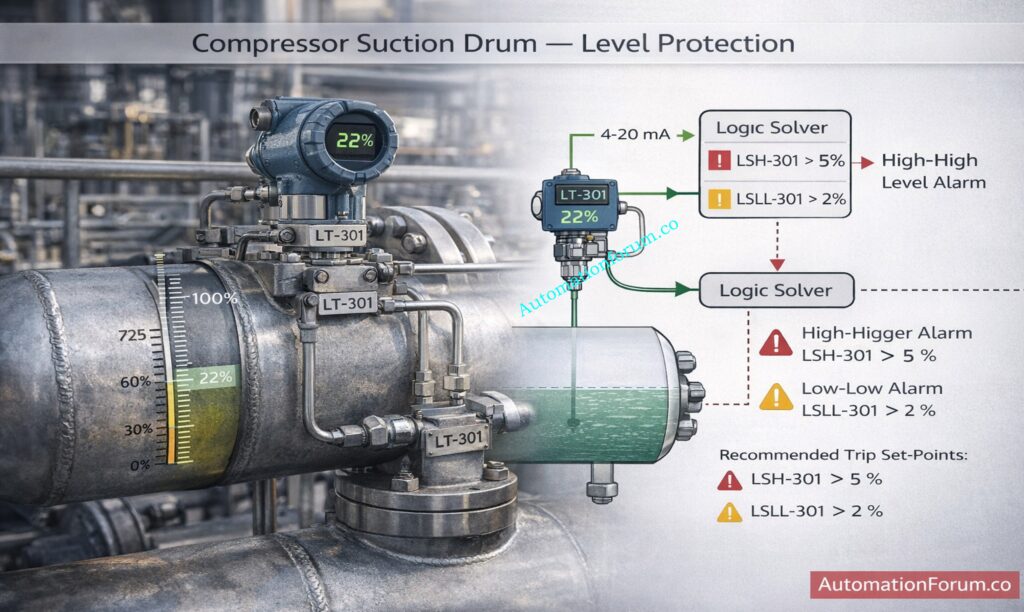
Identifying More Level Deviation
Think about a node for the compressor’s suction drum. The goal of the design is to keep the pressure stable and stop fluids from getting to the compressor.
Instrumentation Safeguards and Trip Logic
The deviation More level is found during HAZOP. A level transmitter failure or a blocked output line could be the blame. The result might be liquid getting into the compressor, which could cause a lot of mechanical damage.
Implementation into Cause and Effect Matrix
A high-level alarm is a current protection. But the team thinks that the time it takes to respond to an alarm might not be enough. So, the suggestion is to add a high level trip that will turn off the compressor automatically.
After that, the instrumentation engineer needs to choose a dependable level transmitter, set points, update the cause and effect chart, and make sure that the shutdown logic is tested during commissioning.
Practical IEC 61511 Safety Lifecycle Explanation for Engineers: S84 / IEC 61511 Standard for Safety Instrumented Systems – Complete Guide
Prioritizing and Closing HAZOP Actions in EPC Projects
Risk-Based Prioritization Strategy
Not every HAZOP action is equally risky. Instrumentation engineers must set priorities based on:
- Severity of consequence
- Likelihood of occurrence
- Regulatory requirements
- Project schedule constraints
Items that are very risky, like safety trips, need to be dealt with right away. Design optimization might include planning enhancements that lower risk.
Verifying Implementation During FAT and SAT
The best way to end something is to:
- Revising instrument datasheets
- Verifying logic during factory acceptance test
- Confirming field wiring during site acceptance test
It is important to be able to trace the HAZOP advice all the way to the final implementation.
Hazardous Area Equipment Certification Comparison Explained: ATEX vs IECEx Certification: Complete Guide for Hazardous Area Instrumentation
Common Pitfalls and Best Practices for EPC Instrumentation Engineers
Frequent Mistakes During HAZOP Participation
- Using HAZOP as a way to keep records
- Joining the studies without getting ready
- Not paying attention to maintenance and proof test needs
- Not updating control logic after getting suggestions
Proven Best Practices for Effective Contribution
- Get involved early in the design stage
- Bring new Piping and Instrumentation Diagrams
- Think about things from the operator’s point of view.
- Make sure there is redundancy where the risk is worth the cost.
- Check the implementation by running tests
In practice, being proactive lowers the cost of redesigning later in the project.
Key Engineering Deliverables Supporting HAZOP
Several things need to be done to make participation effective:
- Process Flow Diagrams
- Piping and Instrumentation Diagrams
- Instrument index
- Cause and effect matrix
- Control narratives
- Alarm philosophy document
- Calibration plan
Showing these materials clearly during HAZOP meetings makes the discussions better and lessens confusion.
Digital solutions like activity tracking systems and document management platforms assist make sure that suggestions don’t get lost between design stages.
How NAMUR Sensors Improve Safety in Explosive Environments: Why NAMUR Sensors are Essential in Explosive and Hazardous Areas ?
Safety Integrity Level (SIL) and Safety Requirements Specification (SRS)
How HAZOP Drives SIL Determination
Safety Integrity Level (SIL) evaluation and a clear Safety Requirements Specification (SRS) are two important parts of HAZOP recommendations. If HAZOP finds a protective function that needs to work automatically, the instrumentation engineer has to decide if it should be a Safety Instrumented Function (SIF).
Converting Recommendations into Safety Instrumented Functions (SIF)
The SIF needs a clear SIL target that is based on the amount of risk that needs to be lowered. SIL allocation affects the choice of instruments, the voting architecture, diagnostics, and proof-test planning. The SRS should list the functional needs, types of input and output signals, response times that are expected, diagnostic coverage expectations, and proof-test intervals so that procurement and maintenance are in line with the HAZOP goal.
Refer the below link to Calculate SIL and Verify Safety Integrity Level Easily with our Online Calculator (IEC 61508 / 61511)
Testing, Commissioning, and Validation of HAZOP-Derived Functions
Factory Acceptance Test (FAT) Integration
Changes to the design that come from HAZOP are only useful if they are tested. Forced transmitter faults, impulse line blockage simulation, alarm annunciation tests, and trip response-time verification must all be part of Factory Acceptance Tests (FAT) and field loop inspections.
Site Acceptance Test (SAT) Verification
Site Acceptance Tests (SAT) and commissioning procedures must be able to mimic realistic deviations and keep track of the order in which events happen. Make test cases for each HAZOP activity and make sure that systems can be tested (for example, by adding test switches).
simulation points, and easy-to-reach test jacks, and save objective proof from FAT and SAT to show that each HAZOP-derived function works correctly in both normal and bad conditions. Only accept systems when the functions that come from HAZOP show that they work reliably.
International IEC Standards Reference for Instrument Engineers: IEC Standards for Instrumentation and Control: Complete Guide
Human Factors and Alarm Management in HAZOP
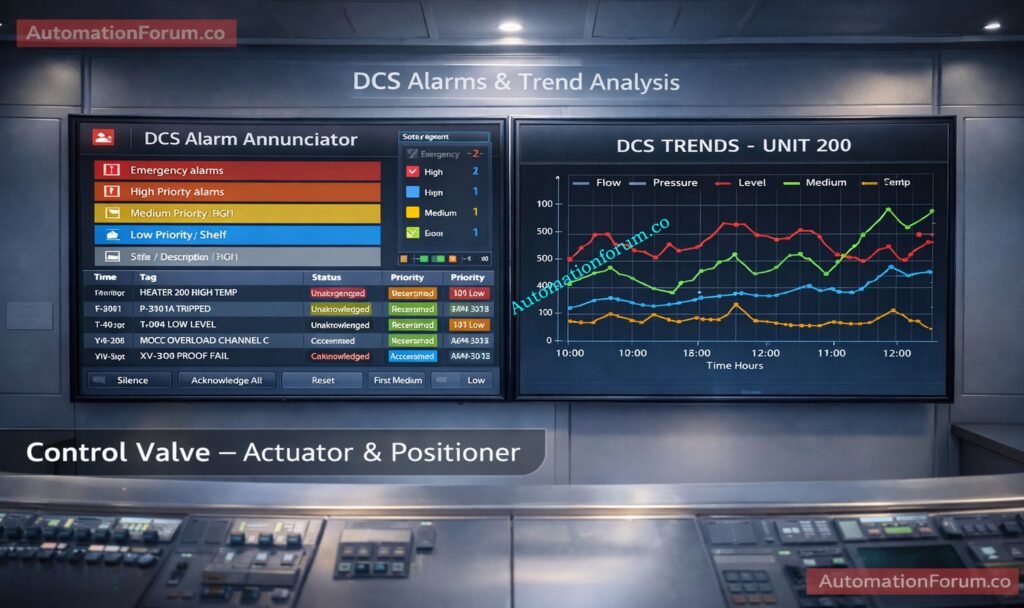
Alarm Classification and Rationalization
HAZOP regularly points to warnings and manual operator actions as important safety measures. Technical safeguards can fail if alarms are poorly designed or if people anticipate them to work in ways that aren’t possible. Set up an alarm system that sorts alarms into groups, determines priorities, stops flooding, and organizes alerts that are connected to each other.
Operator Response Time Evaluation
Use HAZOP scenarios to run operator-in-loop simulations so that control room staff may practice emergency steps and diagnostic workflows. Give operators clear fast cards and checklists that list HAZOP-derived set points and activities, and plan regular drills to make sure people can do their jobs well when they are under stress.
Control Valve Flow Characteristics Selection and Engineering Guide: Why Control Valve Characteristics Matter in EPC Instrumentation and Control Engineering
Lifecycle Management and HAZOP Revalidation
Triggers for HAZOP Revalidation
HAZOP is an ongoing endeavor. Changes in engineering, capacity, or operating experience can make prior assumptions wrong. Plan targeted HAZOP revalidations following big changes, and keep a living HAZOP registry under document control so that changes automatically start risk reviews.
Managing Changes Through MOC Processes
Connect HAZOP activities to change management so that any changes to process conditions, software logic, or instrumentation must be assessed for risk before they are made. This lifecycle discipline keeps recorded assumptions from drifting away from what really happens in the field and helps keep safety measures working well throughout the life of the facility.
Testing Deferral and Maintenance Practices in Safety Systems: Testing and Repair Deferral – IEC Guidelines, Procedure, and Best Practices
Regulatory Compliance, Audits and Documentation Traceability
Linking HAZOP Recommendations to Engineering Documents
In many places, you have to show that your instrumented protection systems meet regulations and that you have done a risk assessment. It is important to be able to trace things back: each HAZOP advice should be linked to datasheets, control narratives, cause-and-effect charts, SRS entries, FAT/SAT reports, and commissioning sign-offs.
Audit Evidence and Compliance Demonstration
This chain of evidence proves that something is in compliance during audits. Instrumentation engineers must regard HAZOP results as binding design inputs and guarantee that document control encompasses approvals, modification histories, and verification artifacts for each activity.
Download Functional Safety Terms Reference Sheet for Engineers: Functional Safety Terminology – Excel Download for Industrial Automation
Cybersecurity Considerations in Modern Instrumentation HAZOP
Networked field devices, IIoT sensors, and remote diagnostics all raise cybersecurity issues that should be part of HAZOP’s scope. A fake communication channel or a sensor reading that has been changed can hide changes or induce trips that shouldn’t happen. When using digital instruments, make sure to include cybersecurity experts in HAZOP sessions. Set up secure protocols, authentication, encryption, and integrity checks for important measurement and command paths. Make sure that safety functions are somewhat separate from non-safety networks so that cyber attacks can’t turn off protective trips or alarms.
Complete Guide to Choosing Between ESD and SIS in Process Safety: ESD vs SIS Difference When to Use Each and Practical Engineering Guide
IIoT, Analytics and Predictive Maintenance Integration
Use data historians and analytics to check the assumptions made during the first operations of HAZOP. Trend analysis and anomaly detection can assist find instrument drift, sensor degradation, or strange process signatures before they become dangerous deviations. employ analytics to help with alarm rationalization, which will cut down on false alerts and help operators stay informed of what’s going on. Also, employ predictive maintenance tactics for important transmitters and actuators. When analytics back up HAZOP assumptions, they make the rationale for targeted spare parts and maintenance investments stronger.
Step-by-Step Method to Select the Right Level Measurement Technology: Hybrid Level Measurement Selection Procedure for EPC Instrumentation Engineers
Procurement and Vendor Management Based on HAZOP Findings
Use HAZOP-derived requirements to drive procurement specifications. Make sure that vendors give you FAT evidence, loop designs, proof-test protocols, and calibration certificates for safety devices. Include HAZOP action close-out as a contract milestone and let vendors take part in FAT scenarios. To cut down on downtime, make a plan for spare parts for important parts, such as calibrated hot spares, repair kits, and clear policies on when to fix and when to replace. Include warranty and support terms that say the seller must help you quickly with any issues that influence safety functions. Well-written handover documents and training during vendor handover make sure that operations have both the hardware and the knowledge they need to keep HAZOP-required safety measures in place.
Must-Know Global Standards for Instrumentation and Control Engineers: Key Instrumentation & Control (I&C) Standards Every Engineer Should Know
Governance, KPIs and Accountability for HAZOP Closure
Set up explicit rules for closing HAZOP actions by giving responsible owners, setting reasonable timeframes, and include HAZOP actions in project and maintenance KPIs. Use a verification trace matrix to keep track of how close you are to closing, and if safety items are overdue, tell the steering committees. Use KPI dashboards that display alarm rates, proof-test completion, spare parts availability, and the average time it takes to fix important transmitters. Link maintenance budgets and spare parts planning to risk priorities that come from HAZOP so that funding goes to the biggest risk reductions. This governance makes ensuring that HAZOP recommendations turn into measurable results instead of just sitting in a report.
Understanding IEC 61511 Functional Safety Requirements in Practice: S84 / IEC 61511 Standard for Safety Instrumented Systems – Complete Guide
Continuous Improvement and Lessons Learned from HAZOP Implementation
Post-Commissioning Review
Embed learning loops. After commissioning and during early operations, track incidents, alarms, and maintenance trends against HAZOP expectations. Where gaps appear, analyze root causes and feed lessons back into design standards, procurement specs, and future HAZOP sessions. Metrics such as alarm rate per operator, trip cause distribution, and mean time between failures for critical transmitters help prioritize improvements and justify investments in redundancy or upgrades. A data-driven feedback loop makes HAZOP a practical, evolving tool that continually reduces operational risk.
Feedback into Future EPC Projects
For EPC engineers that work in process industries, HAZOP study is much more than just a legal necessity. It is a useful engineering tool that directly affects the design of equipment, the way alarms work, and the rationale behind shutting down. The plant is safer, more reliable, and easier to operate when instrumentation engineers are involved, understand deviations well, and make sure that everyone follows through.
Building a Risk-Aware Engineering Culture
In the end, a solid connection between HAZOP findings and instrumentation engineering turns theoretical risk analysis into real-world safety.
Hazardous Area Intrinsic Safety Protection Types Explained Clearly: Intrinsic Safety Protection Systems: Understanding Ex ia, Ex ib, and Ex ic
Frequently Asked Questions (FAQ)
What Documents Should Instrumentation Engineers Bring to a HAZOP?
Instrumentation engineers should have the latest P&IDs, instrument index, cause-and-effect matrix, control narratives, and alarm philosophy papers with them.
They also need to check datasheets, SIL studies (if they exist), and loop diagrams to make sure that the talks are technically correct..
When Should a HAZOP Recommendation Become a SIF?
A HAZOP suggestion turns into a Safety Instrumented Function (SIF) when an automatic action is needed to lower the risk to an acceptable level.
If operator response or basic control systems aren’t good enough, a SIL-assessed SIF must be put in place.
How Often Should HAZOP Be Revalidated?
After making big changes to the process, control, or capacity, HAZOP should be revalidated.
Every five years, or as needed by company or regulatory norms, periodic revalidation is usually done.
What Is the Role of EPC Engineers in HAZOP Action Closure?
EPC engineers are in charge of turning HAZOP suggestions into new design documents and plans for putting them into action.
They have to make sure that verification is done through FAT, SAT, commissioning tests, and good documentation traceability.
Refer the below link for the Why Choose Intrinsic Safety (IS) for Hazardous Area Instrumentation?
{kind=link}