- Emergency Valves in Process Safety Systems
- What is an ESDV (Emergency Shutdown Valve)?
- What is an EBDV (Emergency Blowdown Valve)?
- Fail Close vs Fail Open – Core Safety Philosophy
- Detailed Comparison – ESDV vs EBDV
- Valve Selection and Actuator Design Considerations
- FAT and SAT Testing Requirements for ESDV and EBDV
- Common ESDV and EBDV Design and Maintenance Mistakes
- Best Practices from Engineering to Operations
- Role of ESDV and EBDV in Fire & Gas and ESD Systems
- Timing and Stroke Speed – A Critical Safety Parameter
- Human Factors and Safety Culture Impact on Emergency Valves
- FAQs on ESDV and EBDV (People Also Ask)
- Final Safety Reminder – ESDV vs EBDV Is a Safety Philosophy, Not a Checkbox
Emergency Valves in Process Safety Systems
Emergency valves are safety-critical devices that decide whether a plant lives or dies in an incident. Properly designed and tested Emergency Shutdown Valves (ESDVs) and Emergency Blowdown Valves (EBDVs) protect people, the environment, and assets in oil & gas, petrochemical, refinery, and power facilities.
Despite similar names, ESDV vs EBDV are often misunderstood – and that misunderstanding can be fatal. This article explains the difference between isolation and depressurization, the fail close vs fail open philosophy, real-world testing practices, and the verification steps every instrumentation and safety engineer must enforce.
Inside an ESD Valve: Operation, Signals & Safety Role: What is ESDV (Emergency shutdown Valve)? How ESD valve works?
What is an ESDV (Emergency Shutdown Valve)?

An Emergency Shutdown Valve (ESDV) isolates process flow to remove fuel or feedstock from a hazardous area; it is designed to fail closed (ESDV fail close).
ESDV Definition and Purpose
An ESDV is a safety critical valve whose primary role is to isolate process streams. It prevents hydrocarbons, steam, or other hazardous materials from feeding an accident. ESDVs are major elements of any ESD and fire & gas system.
Typical Applications of ESDV
- Inlet isolation at unit boundaries (e.g., CDU feed)
- Fuel supply shutdown to burners and heaters
- Emergency isolation of transfer and loading lines
- Isolation upstream of critical rotating equipment
Normal vs Emergency Operation of an ESDV
- Normal condition: Valve is open to allow process flow.
- Emergency condition: Valve must close immediately upon a trip signal (fire, gas detection, HI-HI pressure, loss of containment).
Why ESDV Is Designed to Fail Close
Fail-close mitigates escalation by cutting off the source of fuel or feed. If instrument air or power is lost, the actuator’s stored energy drives the valve to the closed position, minimizing inventory and stopping further hazard growth.
Critical Shutdown Signals That Trip Emergency Valves: Signals for Emergency Valve Shutdown in Critical Processes
What is an EBDV (Emergency Blowdown Valve)?

An Emergency Blowdown Valve (EBDV) vents pressurized fluids to a safe disposal path (usually flare) to rapidly depressurize equipment; it is designed to fail open (EBDV fail open).
EBDV Definition and Purpose
EBDVs are dedicated valves used to rapidly depressurize vessels, skids, and piping during an emergency. The goal is to remove stored energy and reduce the risk of rupture, BLEVE, or jet fire.
Typical Applications of EBDV
- Blowdown of compressors, separators, and reactors
- Emergency depressurization of storage tanks and pipe racks
- Fast depressurization on detection of high temperature or fire on equipment
Normal vs Emergency Operation of an EBDV
- Normal condition: Valve is closed and isolated from the flare/vent header.
- Emergency condition: Valve opens to route mass to a flare or vent, reducing internal pressure and stored energy.
Why EBDV Is Designed to Fail Open
How to Implement Solenoid Valves for Emergency Shutdown: Implementing a Solenoid Operated Valve for Emergency Shutdown
Fail Close vs Fail Open – Core Safety Philosophy
What Does Fail-Safe Mean in Process Safety?
A fail-safe design means the valve defaults to the safest state when components fail. “Safe” depends on the hazard:
- Isolation hazards → safe = closed (ESDV).
- Stored energy hazards → safe = open (EBDV).
Why ESDVs and EBDVs Have Opposite Fail Actions
ESDVs and EBDVs address different hazard vectors. ESDVs remove the ongoing source of energy; EBDVs remove energy already trapped inside equipment. This fundamental difference explains the opposite fail actions.
Fail Action Selection Based on HAZOP, LOPA and SIL
Correct fail actions should be outcomes of HAZOP, LOPA, and SIL studies. These instruments drive valve selection, actuator type, proof-test intervals, and the interlocking logic required by modern safety instrumented systems.
Critical Solenoid Valve Selection Factors You Must Know: Essential Checklist for Selecting the Right Solenoid Valve for Your Application
Detailed Comparison – ESDV vs EBDV
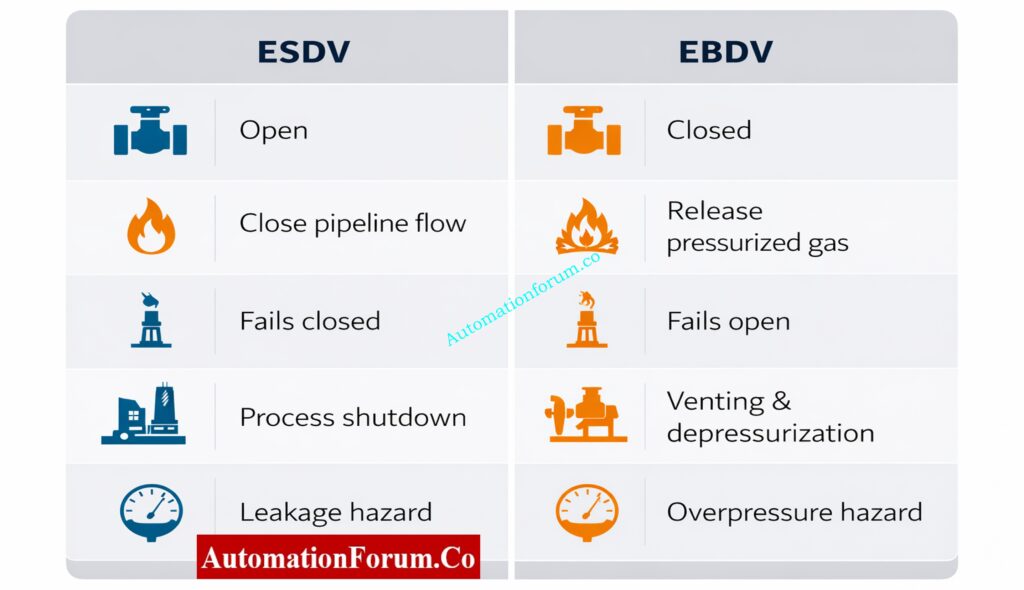
ESDV vs EBDV Comparison Table
| Attribute | ESDV (Emergency Shutdown Valve) | EBDV (Emergency Blowdown Valve) |
| Normal position | Open | Closed |
| Emergency action | Close (isolate) | Open (blowdown) |
| Fail action | Fail Close – ESDV fail close | Fail Open – EBDV fail open |
| Primary purpose | Stop flow into hazard | Rapid depressurization to flare/vent |
| Typical locations | Unit inlet, fuel lines, transfer lines | Vessel vents, blowdown headers, compressor drains |
| Valve types | Trunnion ball, high-integrity isolation valves | Quick open globe/poppet, piston-actuated ball |
| Risk if wrong | Continued fire growth, escalation | BLEVE, vessel rupture, high energy release |
| SIL & proof-testing | Often incorporated in SIL loops | Often incorporated in SIL loops |
| Associated systems | ESD system, fire & gas | ESD system, flare network |
Choosing Between 3/2 and 5/2 Solenoid Valves: Understanding 3/2-Way vs 5/2-Way Solenoid Valves (SOVs)
Valve Selection and Actuator Design Considerations
Actuator Selection for ESDV (Fail Close Valves)
- ESDV: Use spring-to-close actuators (air-to-open / spring-to-close) and confirm spring energy exceeds worst-case process backpressure.
Actuator Selection for EBDV (Fail Open Valves)
- EBDV: Use spring-to-open actuators (air-to-close / spring-to-open) sized for rapid opening under pressure.
Positioners, Limit Switches and Valve Status Indication
- Fit local mechanical flags and independent position transmitters.
- Use redundant limit switches for safety-critical status reporting.
- Ensure HMI and valve tag detail the fail action clearly.
SIL Valves and Proof Testing Requirements
Include ESDV and EBDV in SIL assessments where applicable. Define proof-test frequency, diagnostic coverage, and functional test procedures in the Maintenance Plan.
FAT and SAT Testing Requirements for ESDV and EBDV

FAT and SAT Essential Checklist
- FAT: Verify direction of travel, spring action, solenoid logic, and position feedback before shipping.
- SAT: Re-verify with installed piping, process pressure and temperature, and complete end-to-end trip simulation from the ESD system.
Mandatory Functional Tests for Emergency Valves
- Air failure test (instrument air removed) – observe fail action.
- Electrical/power loss test – confirm fail action on power removal.
- Stroke time verification – measure and record time-to-close/open.
- Leak and seat test (ESDV) – confirm bubble-tight isolation.
- Flow test to flare (EBDV) – confirm flow path and flare header capacity.
- Witnessed tests – operations, maintenance, and safety must witness and sign off.
Documentation and Test Records
Maintain FAT/SAT reports, tag datasheets, actuator wiring diagrams, and DCS logic screenshots in a revision-controlled repository.
Why Partial Stroke Testing Is Critical for ESD Valves: What is Partial Stroke Test (PST)? A Complete Guide for Shutdown and Control Valves
Common ESDV and EBDV Design and Maintenance Mistakes
Typical Engineering and Commissioning Errors
- Assumption over verification: Relying on vendor defaults instead of testing.
- Wrong solenoid logic: Using de-energize-to-open when the design required de-energize-to-close.
- Bypass left in place: Temporary bypass during commissioning left active – defeats safety function.
- Incorrect actuator orientation: Spring installed in wrong orientation; actuator fails opposite way.
- Poor documentation & training: Operators unaware how valve should behave in fail mode.
Real-World Consequences of Incorrect Fail Action
Mis-specified fail action has led to uncontrolled blowdowns, ruptured vessels, and fires. These are not valve faults alone they are system-level failures in design, procurement, and verification.
Fail Open vs Fail Close Valves in Process Safety: Fail Open Vs Fail Close valves
Best Practices from Engineering to Operations
Procurement and Contractual Controls
- Include clear fail action, actuator type, and proof-test schedule in purchase orders.
- Demand FAT witness and test protocols when buying safety-critical valves.
Cross-discipline verification
- Ensure P&ID, loop diagrams, and procurement datasheets are consistent.
- Involve operations, safety, mechanical, and instrumentation teams in FAT/SAT.
Maintenance and Proof Testing Strategy
- Add valve function checks to routine maintenance (proof tests).
- Use diagnostic trends from positioners and limit switches to detect drift before failure.
Refer the below link for Understanding Fail-Safe Logic in Industrial Automation Systems
Role of ESDV and EBDV in Fire & Gas and ESD Systems
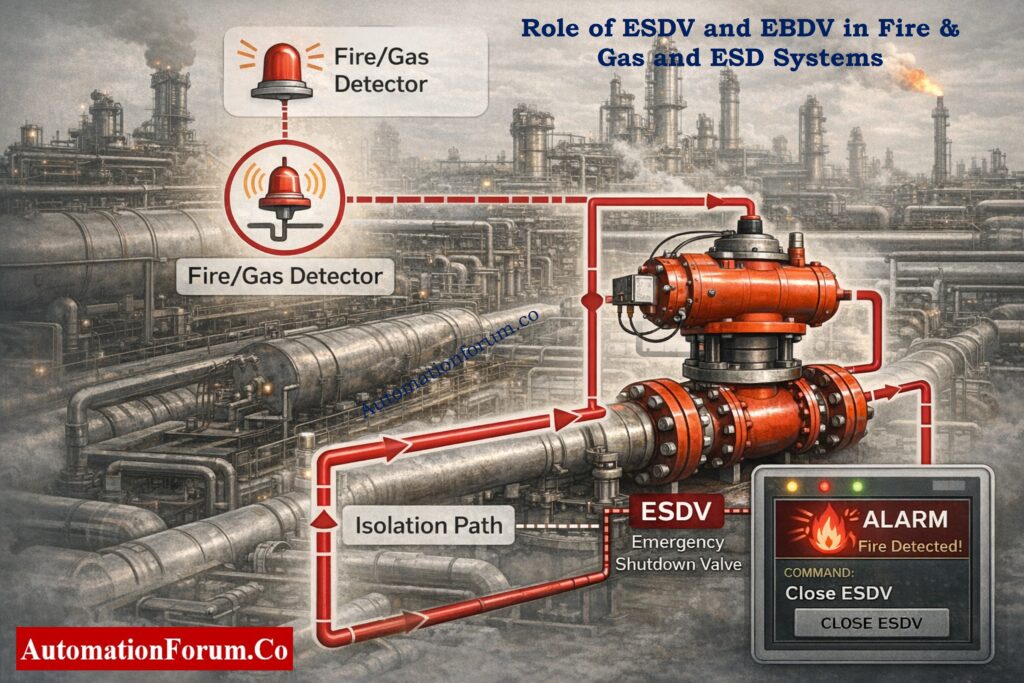
How ESDVs Respond to Fire and Gas Detection
In a properly designed plant, the Emergency Shutdown Valve is directly linked to the fire & gas system. Upon confirmed fire or gas detection, the ESD logic forces the ESDV to close immediately. This action isolates fuel sources feeding the incident area, limiting fire size and preventing escalation into adjacent units.
From a process safety perspective, ESDV fail close is non-negotiable in hydrocarbon service. If an ESDV fails open during a fire, the fire & gas system loses its primary mitigation function, regardless of how advanced the detection is.
How Emergency Block Valves Protect Process Plants: What is an Emergency Block valve and How does it work
How EBDVs Support Emergency Depressurization
The Emergency Blowdown Valve plays a complementary role. While ESDVs stop incoming energy, EBDVs remove trapped energy already inside equipment. During fire exposure, rapid depressurization via EBDV fail open reduces vessel wall stress and lowers the risk of catastrophic rupture.
Coordinated Action of ESDV and EBDV
This coordinated action isolation by ESDV and depressurization by EBDV is the backbone of modern process safety valves design.
IEC Repair Deferral: Procedure, Risks & Best Practices: Testing and Repair Deferral – IEC Guidelines, Procedure, and Best Practices
Timing and Stroke Speed – A Critical Safety Parameter
Why Valve Stroke Time Matters
Fail action alone is not enough. Stroke time is a critical parameter:
- ESDVs must close fast enough to cut off fuel before escalation.
- EBDVs must open fast enough to depressurize before metal temperature weakens pressure boundaries.
Many incidents occur not because the valve failed to move, but because it moved too slowly. Stroke time requirements should always be validated during FAT and SAT.
Typical Industry Stroke Time Expectations
- ESDV closure: often 5-10 seconds, depending on line size and hazard.
- EBDV opening: often 2-5 seconds for critical equipment.
These values must align with HAZOP and SIL assumptions – not vendor convenience.
Refer the below link test your knowledge with SIS Quiz for Instrumentation & Safety Engineers
Human Factors and Safety Culture Impact on Emergency Valves
Common Human-Related Safety Risks
- Incomplete understanding of fail close vs fail open valve philosophy
- Poor handover between project and operations teams
- Lack of periodic functional testing awareness
Building a Strong Verification Culture
Plants with strong safety records treat valve fail action verification as a mandatory ritual – not a commissioning formality. Engineers, technicians, and operators must all know:
- What the valve does
- How it fails
- Why it must fail that way
Must-Have Functional Safety Terminology Sheet (Excel): Functional Safety Terminology – Excel Download for Industrial Automation
FAQs on ESDV and EBDV (People Also Ask)
What is the difference between ESDV and EBDV?
ESDV isolates flow by closing; EBDV depressurizes by opening. They are part of the same safety family but act opposite to mitigate different hazards.
What is the difference between blowdown valve and shutdown valve?
A shutdown valve (ESDV/SDV) isolates process flow by closing during an emergency.
A blowdown valve (BDV/EBDV) opens to depressurize equipment by venting to flare or vent.
Shutdown stops incoming energy, while blowdown removes stored energy.
What is the difference between fail open and fail close valves?
A fail close valve closes automatically on loss of air, power, or signal to isolate the process.
A fail open valve opens automatically on failure to release pressure or energy.
Fail action is selected based on process safety requirements.
HIPPS System Working – Oil & Gas Safety Explained: How does the HIPPS system work in the Oil and gas Industry?
What is the difference between SDV and ESDV?
An SDV (Shutdown Valve) is a general shutdown valve used for operational or process trips.
An ESDV (Emergency Shutdown Valve) is safety-critical and tied to the ESD or fire & gas system.
All ESDVs are SDVs, but not all SDVs are ESDVs.
What is the difference between ESDV and SDV?
An ESDV is designed for emergency conditions and usually requires SIL-rated performance.
An SDV may be used for normal shutdowns or process interlocks.
ESDVs have stricter testing, fail action, and safety integrity requirements.
What is the difference between SDV and BDV?
An SDV isolates flow by closing the valve during shutdown.
A BDV (Blowdown Valve) opens to depressurize vessels or piping during emergencies.
SDVs isolate hazards, while BDVs reduce pressure and stored energy.
What is an ESD valve?
An ESD valve (Emergency Shutdown Valve) is a safety-critical valve that isolates hazardous fluids during emergencies.
It is normally open and designed to fail close on loss of power or air.
ESD valves are key components of ESD and fire & gas systems.
What is ESD 1 and ESD 2?
ESD 1 is a partial shutdown affecting specific equipment or process sections.
ESD 2 is a full plant or unit shutdown during major emergencies like fire or explosion risk.
The classification depends on plant safety philosophy and hazard severity.
2oo2 Solenoid Valve Logic Explained (Working & Wiring): Understanding 2 out of 2 SOV: Working & Configuration
Final Safety Reminder – ESDV vs EBDV Is a Safety Philosophy, Not a Checkbox
ESDV and EBDV are siblings in the safety architecture same family, same urgency, but opposite emergency intent. The single most important control you have as a designer, engineer, or technician is verification: design intent written on P&IDs and delivered through FAT/SAT, with documented proof that the valve will behave as intended under loss-of-power or loss-of-air conditions.
In process safety, clarity beats assumption. The ESDV vs EBDV decision is not a checkbox it’s a safety philosophy implemented through engineering, procurement, testing, and operations. Use rigorous FAT/SAT, confirm fail-close vs fail-open at installation, and lock proof testing into your maintenance regime.
Above all: train your teams, document every test, and never accept a “this is how the vendor supplied it” answer without witnessed verification. Safety-critical valves require system thinking not component thinking.
Getting the fail position wrong is not a valve issue it is a safety system failure.
SIS Interview Questions Every Safety Engineer Must Know: Safety Instrumented System(SIS) Interview Questions and AnswersDV vs EBDV fail close vs fail open valve comparison
{kind=link}