- What is a Standard PLC?
- What is a Safety PLC?
- Standard PLC vs. Safety PLC – Core Differences
- Why use a Safety PLC?
- Applications of Standard PLCs
- Applications of Safety PLCs
- Benefits and Drawbacks of PLCs
- Integration of Standard and Safety PLCs
- Future Trends in PLC and Safety PLC Technology
- Implementation & Maintenance Considerations
- Choosing Between Standard and Safety PLCs
- Frequently Asked Questions (FAQs) on Standard PLC and Safety PLC
Programmable logic controllers (PLCs) are at the heart of practically every process in modern industrial automation. PLCs keep everything operating smoothly, reliably, and efficiently, from running assembly lines to making sure that important safety features in oil and gas plants are always working. But not every PLC is the same. There are two primary types of PLCs that are used in industry: Standard PLCs and Safety PLCs.
The appropriate choice can have a big effect on cost, performance, compliance, and most importantly, worker safety. This article goes over the main distinctions between standard and safety PLCs, as well as their uses, pros and cons, and what the future holds for them. This way, EPC engineers, system integrators, and plant operators can make smart choices.
What is a Standard PLC?
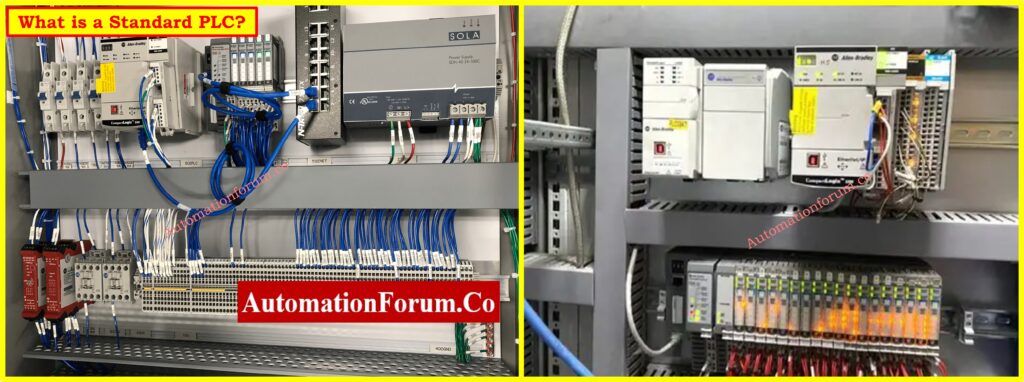
A Standard PLC (Programmable Logic Controller) is a tough industrial computer that is used to automate tasks.
- Core functions: Standard PLCs do basic tasks like sequencing, interlocks, logic control, timing, and counting. They take in inputs from field devices like sensors and actuators and then send out signals to operate machines, motors, and valves.
- Applications: They are used a lot in conveyor belt systems, packing lines, bottling facilities, HVAC control, pumps, compressors, and managing power.
- Programming: Usually done in ladder logic, function block diagrams (FBD), or structured text, which gives you a lot of freedom when designing process control.
- Reliability: Standard PLCs are made to work in tough industrial settings and can handle high temperatures, dust, and vibration, so they will last for years without breaking down.
In short, basic PLCs are cheap and can do a lot of different things in automation. But they don’t have any safety features that have been certified.
Hot Standby PLC Explained: Hot Standby in PLC Systems: Architecture, Working, and Benefits
What is a Safety PLC?
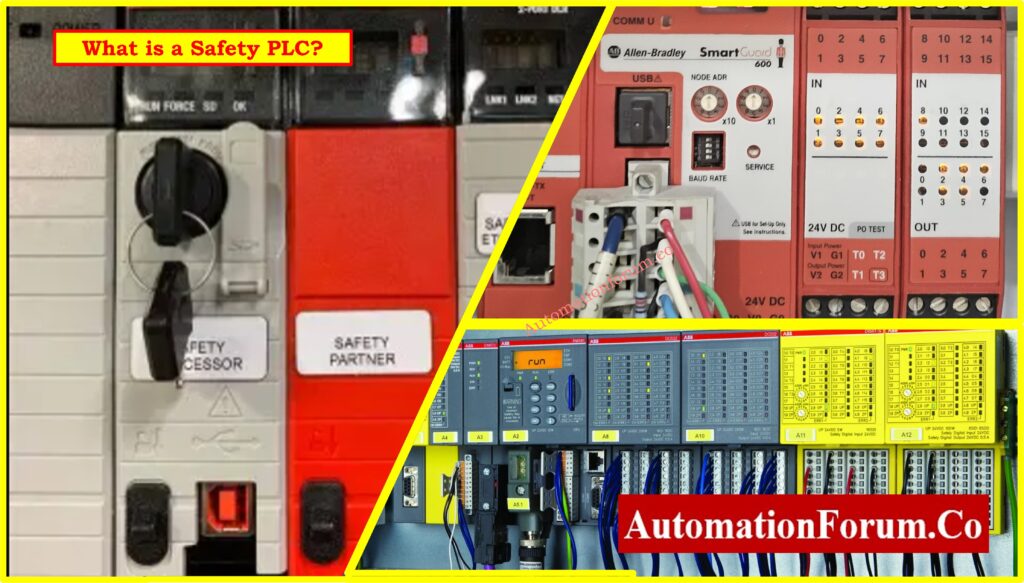
A Safety PLC is a specific type of controller that is made to meet functional safety standards like IEC 61508, IEC 62061, and ISO 13849.
Key features of Safety PLCs:
- Redundant processors and I/O modules: Extra processors and I/O modules: Safety PLCs usually have two or three processors and extra communication lines. If one system breaks down, the other one keeps working, which keeps everything safe.
- Fail-safe design: If the PLC finds a problem, like a short circuit, corrupted memory, or an unsafe signal, it puts the process into a “safe state” by shutting down machines, cutting off electricity, or letting off pressure.
- Built-in diagnostics: These PLCs check the integrity of hardware and software all the time. They check the inputs, outputs, memory, and communication buses on their own to make sure all the safety loops are working.
- Third-party certifications: Organizations like TÜV or UL test and certify safety PLCs on their own, making sure they meet SIL (Safety Integrity Level) standards.
- Safety I/O circuits: Safety-rated I/O modules are different from regular I/O modules because they can handle faults and find wiring mistakes like shorts or open circuits to stop unsafe behavior.
safety PLCs are just like regular PLCs in that they can automate tasks, but they also offer extra protection against hazards. This makes them necessary in industries with a lot of risk.
Safety PLC Q&A: Safety PLC Interview Questions and Answers
Standard PLC vs. Safety PLC – Core Differences
| Feature | Standard PLC | Safety PLC |
| Primary Function | Automates industrial processes such as logic, timing, and sequencing | Automates processes and executes safety-critical functions |
| Safety Standards | No certified safety compliance | Complies with IEC 61508, ISO 13849, IEC 62061 |
| Redundancy | Generally not included | Built-in dual/triple redundancy for processors, memory, and communication |
| Fail-Safe Operation | May keep running even during a fault | Detects faults and forces the system into a safe state |
| Diagnostics | Basic error detection (I/O failure, comms loss) | Advanced diagnostics including self-tests, wiring checks, and error logging |
| Certification | Not mandatory | Certified by TÜV, UL, or other agencies for SIL compliance |
| Cost | Lower upfront cost | Higher initial investment but saves cost in wiring and downtime prevention |
| Applications | General automation: packaging, HVAC, conveyors | Safety-critical: oil & gas, chemical plants, automotive, aerospace |
PLC I/O Maintenance Hacks: Proactive Maintenance Strategies for PLC I/O Modules: Reduce Downtime & Improve Reliability
Why use a Safety PLC?
- Compliance with regulations: In many fields, SIL-rated systems must follow OSHA, IEC, or ISO safety rules. Safety PLCs make sure that these global standards are met.
- Reduced wiring and hardware: Traditional safety depends on a lot of hardwired safety relays. A single Safety PLC can take the place of several relays, which cuts down on wiring, panel area, and upkeep.
- Design flexibility: You merely need to reprogram the PLC to change the safety logic. You don’t have to rewire wires, which saves time when you upgrade your system.
- Better diagnostics: Safety PLCs give operators real-time error codes, event logging, and predictive maintenance data, which makes it easier for them to find problems immediately.
- Integrated control: Safety PLCs may do both machine automation and safety monitoring in one unit, which makes the design easier to understand.
Drawback: Safety PLCs save money in the long run, but their higher initial costs and more complicated programming may not be worth it for minor applications where a safety relay is enough.
NO vs NC Contacts in PLCs: Understanding NO vs NC Contacts is key for Logic Writing in PLC Programming
Applications of Standard PLCs
- Packaging and bottling lines making sure that sensors, actuators, conveyors, and labeling machines all work together to keep production going.
- Material handling systems allow you run elevators, hoists, cranes, and robotic palletizers with great accuracy.
- Water and wastewater treatment keeping an eye on pumps, chlorine dosing, level sensors, and filtering systems.
- Power distribution and motor control include running pumps, compressors, turbines, and generators.
- Controlling HVAC, lighting, fire alarms, and energy efficiency in buildings is called building automation.
Motor Starter PLC Logic: PLC Program for Motor Starter with Low-Level Switch Interlock
Applications of Safety PLCs
- Emergency shutdown (ESD) systems protect oil rigs, chemical reactors, and boilers by cutting off power supplies when something goes wrong.
- Safety gates and interlocks stop machines from working when access doors are open.
- Monitoring the emergency stop to make sure that operators can stop machines right away without going around safety loops.
- Robotics safety means keeping an eye on areas where people and robots work together to keep them from running into each other.
- High-risk businesses are those where failure could lead to injury, environmental damage, or financial loss. These include aerospace, maritime, nuclear, petrochemical, and pharmaceutical factories.
Ladder Diagram Basics: Understanding Basic Parts of Ladder Diagram (LD) in PLC Programming
Benefits and Drawbacks of PLCs
Benefits of Standard PLCs:
- Cost-effective: lower costs for buying and keeping up with.
- Flexible programming: You can easily change the way it works for different tasks using ladder logic or FBD.
- Widely available: Many merchants sell it, and there are plenty of spare parts and training materials.
- Proven reliability: They have been used in many different fields for decades, making them a reliable choice for automation.
Drawbacks of Standard PLCs:
- Not approved for safety can’t meet SIL or performance level standards for processes that are crucial to safety.
- Limited redundancy means that operations can stop or be compromised if one thing goes wrong.
- Basic diagnostics can only find small hardware problems, not more serious safety issues.
PLC Hardware Overview: PLC Hardware: Modules,Types, Functions, and Applications
Benefits of Safety PLCs:
- Certified compliance means that it meets international safety standards like IEC 61508 and SIL 2/3.
- Built-in redundancy: Two processors and communication make sure that the system always works safely.
- Fail-safe logic: Automatically shuts down or separates machines when they are in dangerous situations.
- Better diagnostics gives you thorough error reports and logs to help you fix problems.
- Simplified safety architecture: fewer relays and less complicated wiring.
Drawbacks of Safety PLCs:
- Higher initial cost: The investment is bigger than with regular PLCs.
- More complicated programming means that engineers need to have safety training.
- Risk of over-engineering: A basic safety relay can be cheaper for modest applications.
PLC Redundancy Types: Understanding PLC Redundancy: Cold, Warm & Hot Redundancy
Integration of Standard and Safety PLCs
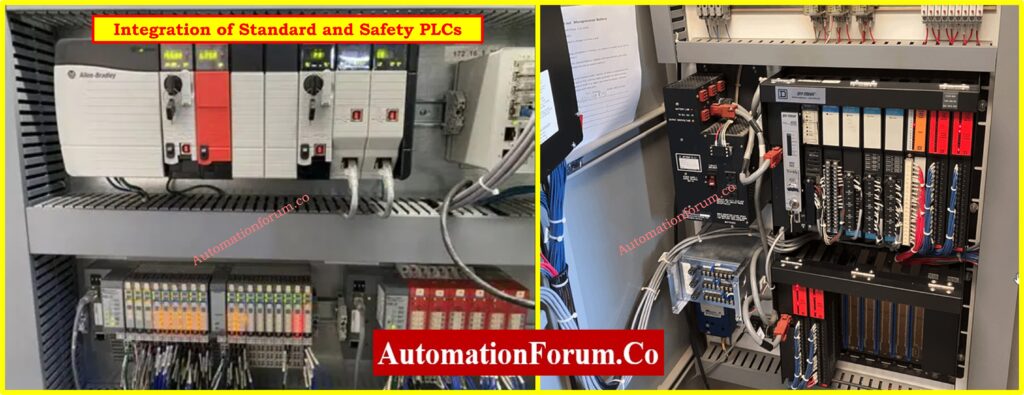
Many industries utilize a hybrid strategy where both categories function together:
- Standard PLCs take care of things like SCADA connectivity, sequencing, and production cycles.
- Safety PLCs keep an eye on and enforce safety rules like interlocks, emergency stops, and SIL-rated device logic.
Integration examples:
- A Safety PLC makes sure that machine doors can’t open while equipment is running, and a conventional PLC controls the timing of the conveyor on a packaging line.
- A Safety PLC is used for ESD at an oil refinery, while a conventional PLC controls the pumps, valves, and tank levels.
This plan strikes a good mix between cost, performance, and safety.
Refer the below link for the Site Acceptance Test (SAT) Procedure for PLC Systems
Future Trends in PLC and Safety PLC Technology
- Safety and IIoT Integration PLCs will talk to IoT platforms directly for real-time safety analytics and cloud reporting.
- Artificial Intelligence (AI): Machine learning models will be able to forecast when equipment may break, which will make safety responses better.
- Cybersecurity: PLCs need to change to stop hackers from getting into safety-critical systems by using encryption and secure protocols.
- Next-generation protocols will make it possible to have safety-rated wireless emergency stops and interlocks.
- Edge computing makes decisions faster at the device level, which cuts down on the time it takes to shut down safely.
- Virtualization and simulation: Engineers will test PLC logic in virtual settings before putting it into real facilities.
Boost PLC Speed: How to Increase PLC Speed: 7 Optimization Tips + Advanced Programming Guide
Implementation & Maintenance Considerations
- System Design: From the beginning, engineers need to keep safety goals (SIL, Performance Levels) in mind when they design.
- Programming and Configuration: Safety PLCs should only be set up by skilled and certified professionals.
- Testing and Validation: Before commissioning, every safety loop must be tested and proven to be compliant.
- Training: Operators and technicians need to learn how to recognize and respond to safety PLC alarms.
- Preventive Maintenance: Checking the wiring, I/O modules, and firmware on a regular basis makes sure everything works.
- Updates: To stay in compliance, software and firmware updates are necessary when safety standards change.
PLC Documentation Essentials: PLC System Documentation Guide: Essential Records for Industrial Automation Success
Choosing Between Standard and Safety PLCs
The main distinction between normal PLCs and safety PLCs is what they are used for. Standard PLCs are good for automation because they are cheap, flexible, and dependable. Safety PLCs, on the other hand, provide certified redundancy, diagnostics, and fail-safe functionalities that are very important in areas where safety is important.
- For general automation tasks like conveyors, packaging, HVAC, and process control, use standard PLCs.
- Use Safety PLCs in places where safety can’t be compromised, such chemical plants, oil and gas, robotics, and aerospace.
- Use both together when processes need to be efficient and follow safety rules to the letter.
As IIoT, AI, and cybersecurity problems get worse, Safety PLCs will have to do more than just safeguard assets. They will also have to protect human lives.
Refer the below link for Choosing the Right Safety PLC for Your Industry
https://automationforum.co/how-to-choose-the-best-safety-plc-for-your-industry/
Frequently Asked Questions (FAQs) on Standard PLC and Safety PLC
What is the difference between a standard PLC and a safety PLC?
A conventional PLC controls machine activities including logic, timing, sequencing, and I/O, but it doesn’t contain any safety functions that have been validated. On the other hand, a safety PLC has hardware that is rated for safety, built-in redundancy, enhanced diagnostics, and behavior that is fail-safe. It is made to meet safety standards like SIL or Performance Levels, and it will automatically put a process in a safe state when it finds a problem.
What does “safety PLC” mean?
A Safety PLC (Programmable Logic Controller) is a type of controller that does everything a regular PLC does, plus it does duties that are important for safety. It has built-in redundancy, fault tolerance, and diagnostic checks so that the system will always respond in a safe and predictable fashion, even if something goes wrong.
What is the IEC standard for safety PLCs?
Safety PLCs are required to comply with international standards such as:
- IEC 61508 is a Functional safety standard applicable to all industries.
- IEC 62061 is a functional safety standard that only applies to machines.
- ISO 13849-1 is a standard for control systems that makes sure machines are safe.
- IEC 61131-6 defines functional safety-capable PLCs (FS-PLCs) up to SIL 3.
What are the three types of PLC?
Based on how they output, the three most frequent types of PLCs are:
- Relay output PLCs use electromechanical relays to turn loads on and off.
- Transistor output PLCs switch quickly and reliably, and are widely utilized in DC applications.
- Triac output PLCs are made to control AC loads in an effective way.
Which PLC is best?
The appropriate PLC for your needs depends on the application:
- A typical PLC is the ideal choice for general automation tasks like conveyors, packaging, and HVAC because it is adaptable and doesn’t cost too much.
- A safety PLC is the greatest solution for operations that are vital to safety, like emergency shutdowns, robotics, and chemical plants, because it makes sure that safety criteria are met and provides fail-safe protection.
Most Used PLC in Industry: Which PLC is Mostly used in the Automation Industry?
What are the 4 parts of a PLC?
A PLC needs four main parts:
- Power Supply: Gives the CPU and I/O the voltage they need to work.
- The CPU (Central Processing Unit) runs the control program and processes data.
- The Input/Output (I/O) Modules connect to field devices such sensors (inputs) and actuators (outputs).
- Communication Interface: lets you send and receive data with HMIs, SCADA, or other automation systems.
PLC Racks & Chassis Guide: Understanding PLC Racks and Chassis: Types, Differences, and Purposes
{kind=link}