- PROFIBUS vs PROFINET Explained for Industrial Automation
- PROFIBUS Explained: Protocol, Types and Industrial Uses
- PROFINET Explained: Ethernet Based Industrial Communication
- PROFIBUS vs PROFINET Side by Side Comparison
- PROFIBUS Architecture in Real Plant Terms
- PROFINET Architecture in Real Plant Terms
- Why Most Plants Use Hybrid PROFIBUS and PROFINET Networks
- PROFIBUS to PROFINET Migration Strategy
- PROFIBUS Troubleshooting Guide
- PROFINET Troubleshooting Guide
- When Should Engineers Use PROFIBUS?
- When Should Engineers Use PROFINET?
- Common Engineering Mistakes in PROFIBUS and PROFINET Networks
- Future of Industrial Networks: PROFIBUS, PROFINET, TSN, and IIoT
- Final Engineering Conclusion
- PROFIBUS vs PROFINET FAQs
- What is the main difference between PROFIBUS and PROFINET?
- Is PROFINET better than PROFIBUS?
- Why is PROFIBUS still used in plants?
- What is PROFINET RT?
- What is PROFINET IRT?
- What is PROFIBUS DP?
- What is PROFIBUS PA?
- Can PROFIBUS and PROFINET work together?
- What is a PN PB coupler?
- What are common PROFIBUS troubleshooting issues?
- What are common PROFINET troubleshooting issues?
- Is PROFINET good for motion control?
- Is PROFINET used in process industries?
- What is the best way to migrate from PROFIBUS to PROFINET?
- Will PROFIBUS disappear soon?
PROFIBUS vs PROFINET Explained for Industrial Automation
Most engineers think PROFINET replaced PROFIBUS. Real plants tell a very different story.
That line is true in more control rooms than many people admit. In real industrial automation work, PROFIBUS and PROFINET are not just two protocols to compare on paper. They are two layers of plant reality, two generations of engineering practice, and in many sites, two systems that must work together every single day.
Why PROFIBUS and PROFINET Still Matter in Real Plants
For instrumentation engineers, PLC and DCS engineers, commissioning teams, maintenance crews, and OT IT integration specialists, understanding PROFIBUS vs PROFINET is not optional. It is part of doing the job properly. The plants that run smoothly usually have one thing in common. Their engineers understand legacy systems, modern Ethernet architecture, troubleshooting discipline, and migration planning all at once.
PROFIBUS Explained: Protocol, Types and Industrial Uses
PROFIBUS is one of the most trusted industrial communication protocols ever used in process and factory automation. It became popular because it was reliable, deterministic, and practical for harsh plant environments where noise, vibration, distance, and legacy equipment are everyday realities.
At its core, PROFIBUS uses a structured master and device communication model. The controller polls field devices in a controlled cycle, which gives the network predictable timing. That predictability is one reason so many engineers still trust it.
What is PROFIBUS DP?

PROFIBUS DP is widely used for fast communication with:
- Remote I O
- VFDs
- Valve manifolds
- Motor starters
- Distributed field devices
- Packaging equipment
- Legacy Siemens automation systems
It is built for speed and control in industrial environments where cyclic exchange is enough for the process.
What is PROFIBUS PA?
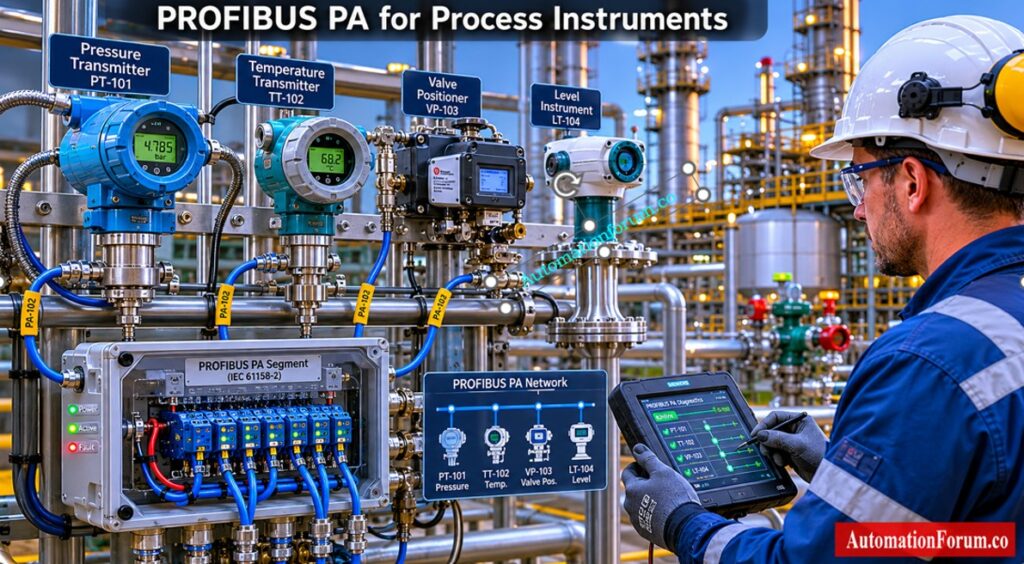
PROFIBUS PA is designed more for process instruments. It is common in chemical plants, refineries, oil and gas facilities, and other continuous process industries. It supports devices such as:
- Pressure transmitters
- Temperature transmitters
- Flow transmitters
- Valve positioners
- Level instruments
PA is valued because it fits the process industry mindset. Stability matters more than flashy speed. A reliable loop matters more than fancy features.
Why Engineers Still Trust PROFIBUS
PROFIBUS survives because it is dependable in real plants. It handles older installed bases, works well in brownfield sites, and suits long standing Siemens ecosystems. In many plants, the network may be old, but it is stable, documented, and understood by the maintenance team. That matters more than theory.
Refer the below link for the Profibus Segment Calculator for DP and PA Network Design
PROFINET Explained: Ethernet Based Industrial Communication
PROFINET is the Ethernet based evolution of industrial communication. It brings industrial automation into the Ethernet era while keeping the determinism and reliability that plants need.
Where PROFIBUS behaves like a disciplined polling system, PROFINET behaves more like a coordinated industrial network with better visibility, better flexibility, and far stronger integration with modern systems.
Why PROFINET Is Used in Modern Automation
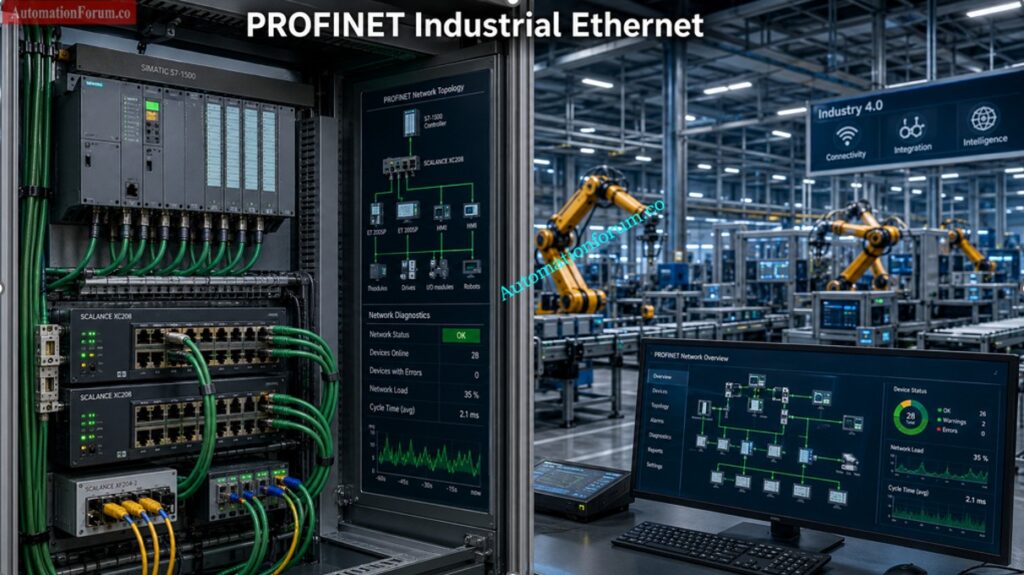
PROFINET supports:
- High speed data exchange
- Flexible network topologies
- Advanced diagnostics
- Device naming and easier configuration
- Real time communication
- Integration with SCADA
- MES connectivity
- IIoT and smart manufacturing
- Motion control and robotics
It is especially strong in environments where plants need more than simple cyclic process data. If you need data sharing, diagnostics, transparency, and future ready architecture, PROFINET is usually the better fit.
Speed up PLC performance with proven optimization tactics: How to Increase PLC Speed: 7 Optimization Tips + Advanced Programming Guide
What is PROFINET RT?
PROFINET RT means real time communication for standard industrial automation tasks. It is fast and efficient enough for many control applications.
What is PROFINET IRT?
PROFINET IRT means isochronous real time communication. It is used where precise timing is critical, especially in motion control and high performance applications.
That is one of the main reasons PROFINET has become such an important platform in Siemens PROFINET based systems, robotics, machine automation, and smart factories.
Unlock safer networking with this FISCO field guide: Fieldbus Intrinsically Safe Concept (FISCO) Model for Foundation Fieldbus H1 and Profibus PA
PROFIBUS vs PROFINET Side by Side Comparison
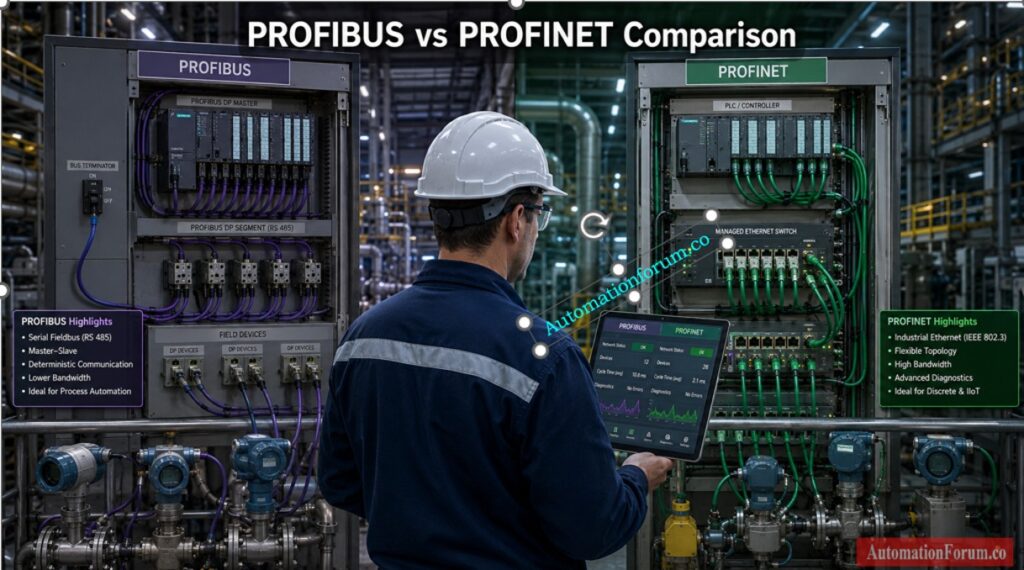
Below is a more detailed side by side table based on your content.
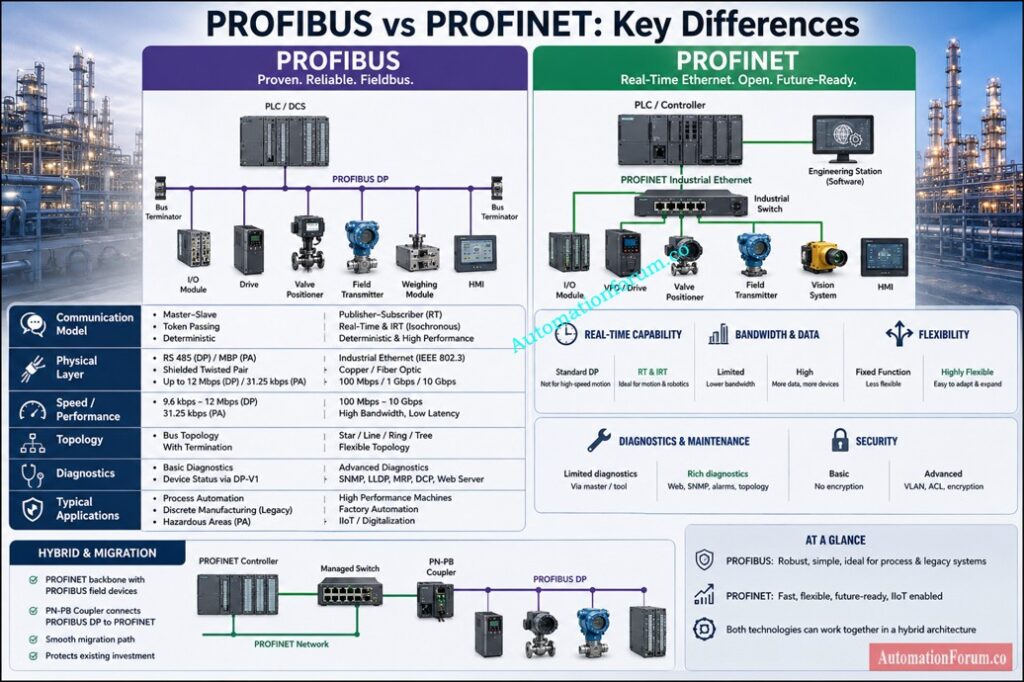
| Parameter | PROFIBUS | PROFINET | Practical engineering view |
| Communication model | Uses a master device polling system with cyclic exchange. The controller asks each device in turn, which keeps the traffic organized and predictable. | Uses a provider consumer model over Industrial Ethernet. Devices exchange data in a more flexible and modern way, with better visibility for control and diagnostics. | PROFIBUS feels more rigid but very stable. PROFINET feels more open and scalable. In modern plants, that flexibility becomes a major advantage. |
| Physical layer | PROFIBUS DP commonly uses RS 485. PROFIBUS PA uses a MBP style physical layer suited for process instrumentation. | PROFINET runs on Industrial Ethernet over copper or fiber. It can use standard industrial network infrastructure with proper plant grade components. | PROFIBUS is often simpler in older field segments. PROFINET gives better design freedom, especially for larger and more connected systems. |
| Speed | Works well for many classical automation tasks, but the bandwidth is limited compared with Ethernet networks. | Offers much higher data throughput and supports more demanding communication loads. | For simple field communication, PROFIBUS is enough. For high data volume, advanced diagnostics, or modern integration, PROFINET is stronger. |
| Topology | Mostly bus based with strict segment rules. The network structure must be carefully planned. | Supports star, line, tree, ring, and mixed network structures. | PROFIBUS is less flexible physically. PROFINET gives engineers more freedom in layout and expansion. |
| Determinism | Very deterministic in cyclic communication because the access method is controlled and predictable. | Deterministic through real time design, traffic prioritization, and managed switching. | Both can be deterministic when designed correctly, but PROFINET depends more on good network design discipline. |
| Diagnostics | Provides Provides diagnostics, but generally has more limited visibility and may require more physical testing to troubleshoot. | Provides robust diagnostics, device naming, alarm handling, port status and switch level visibility. | This is one of the greatest strengths of PROFINET. It speeds up problem-finding and decreases engineers’ downtime. |
| Distance | Segment length is limited and repeaters may be needed in larger systems. Cable quality and termination matter a lot. | Longer distances are easier with fiber and suitable ethernet design. | For large plants or extensive networks, PROFINET is usually easier to scale. PROFIBUS still functions well if the section is appropriately regulated. |
| Redundancy | Redundancy is possible, but the options are generally less flexible and more dependent on the overall system design. | Better redundancy options through ring design, managed switches, and redundant architectures. | PROFINET gives more modern redundancy strategies and fits better with high availability plant design. |
| Motion control | Suitable for many conventional applications and some drive communication tasks. | Better for advanced motion control and synchronized performance. | PROFIBUS is still adequate for simple drive control. PROFINET is the preferred choice for precision mobility and advanced industrial automation. |
| Configuration | More manual in older plants. Addressing, termination and segment planning requires careful engineering. | Facilitation of engineering flow in current tool chains with more obvious device identification and network set up. | PROFIBUS needs more field discipline. PROFINET shifts more work into engineering software and network design. |
| Maintenance complexity | Simple once the team knows it, but physical layer problems can be difficult to isolate. | Easier diagnostics, but network design, switch settings, and addressing discipline matter more. | PROFIBUS problems often show up at the cable or segment level. PROFINET problems often show up in configuration or network infrastructure. |
| Cybersecurity considerations | More isolated by nature, but that isolation also limits modern integration and visibility. | Better for plant integration, but must be protected with proper cybersecurity controls. | PROFINET is more connected, so cybersecurity planning becomes essential. PROFIBUS is less exposed, but also less adaptable to modern digital systems. |
| Scalability | Strong for legacy field segments and established plant architectures. | Much better for large, growing, and evolving systems. | If the plant will expand, PROFINET gives a much better long term path. |
| IT integration | Limited integration with IT systems and modern digital platforms. | Strong fit for OT IT convergence, data exchange, and digital manufacturing systems. | PROFINET is the better choice when plant data must move into SCADA, MES, analytics, and higher level systems. |
| Cost | Often cheaper to maintain in existing plants because the infrastructure is already installed and understood. | Better long term value in modern architectures, especially for new builds and expansions. | PROFIBUS may win on immediate maintenance cost in brownfield plants. PROFINET often wins on lifecycle value. |
| Troubleshooting | Focuses on cable condition, termination, shielding, address setting, and bus quality. | Focuses on IP addressing, device naming, switch configuration, network load, and diagnostics. | PROFIBUS troubleshooting is more physical. PROFINET troubleshooting is more network aware and software assisted. |
| Typical applications | Remote I O, VFDs, valve positioners, process transmitters, legacy Siemens systems, and stable plant segments. | Robotics, motion systems, smart machines, SCADA, MES integration, IIoT, and modern automation networks. | PROFIBUS is excellent in older and process heavy environments. PROFINET is better for future ready automation. |
Practical takeaway
PROFIBUS is still an excellent choice in many legacy and process environments where stability, known hardware, and proven plant performance matter most. PROFINET is usually the better choice when the goal is future growth, stronger diagnostics, easier integration, and modern industrial networking. The smartest plants today often use both.
Crack these advanced PROFIBUS MCQs before interviews: PROFIBUS Quiz: Top 25 Advanced Interview MCQs with Answers for Automation Professionals
PROFIBUS Architecture in Real Plant Terms
Think of PROFIBUS as a disciplined classroom.
The PLC is the teacher.
The devices are the students.
Only one side speaks at a time in an orderly cycle.
Everyone knows when it is their turn.
That is why PROFIBUS feels stable. It is controlled, predictable, and easy to understand once the segment is properly designed.
PROFIBUS in Process Plants
In a real plant, this works well for:
- Remote I O stations
- Drives
- Pressure transmitters
- Valve positioners
- Legacy Siemens installations
- Process units where stability is the main priority
Common PROFIBUS Installation Problems
The weakness is not the idea. The weakness is the physical segment. Bad termination, poor grounding, damaged shielding, address conflicts, or reflections can turn a reliable network into a nightmare.
Ace your next PROFIBUS interview with confidence today: Profibus Interview Questions and Answers
PROFINET Architecture in Real Plant Terms
PROFINET in Smart Manufacturing
Think of PROFINET as a smart collaborative network.
Devices do not wait in a slow line.
They exchange data in parallel through Ethernet infrastructure.
Switches guide traffic.
PROFINET Diagnostics and Visibility
Diagnostics travel with the communication.
The network becomes more transparent to the engineer.
That is why PROFINET feels modern.
It is a better fit for:
- Robotics
- Motion systems
- Smart machines
- Skids and packaged units
- SCADA integration
- MES connectivity
- Industry 4.0 applications
- Plants that want diagnostics, not just communication
PROFINET gives engineers more visibility into the health of the system. That means faster fault finding, better maintainability, and stronger integration with future systems.
Know exactly where Profibus still delivers real value: What is Profibus and what is its application in Instrumentation?
Why Most Plants Use Hybrid PROFIBUS and PROFINET Networks
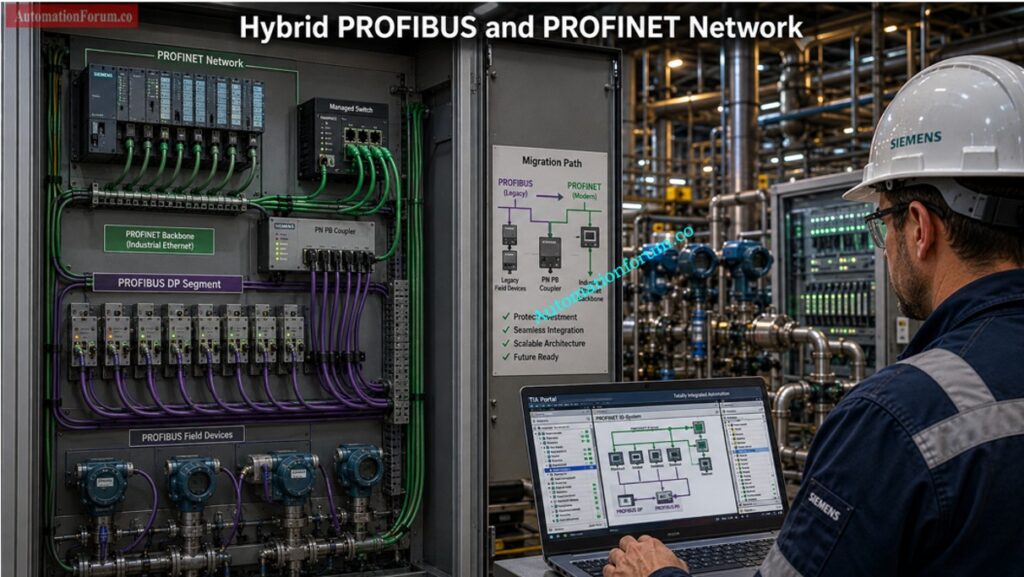
PROFINET Backbone With PROFIBUS Field Segments
This is the part many articles miss.
Most plants do not get to replace everything overnight. They have installed devices, shutdown windows, budget limits, spare part constraints, and production pressure. A full migration is rarely a single project. It is usually a journey.
That is why hybrid industrial networks are so common.
A plant may use:
- PROFINET backbone
- PROFIBUS field segments
- PN PB couplers
- Gateways
- Legacy PLC integration
- Mixed generations of instrumentation
This is not bad engineering. In many cases, it is smart engineering.
Know which communicator gives technicians the edge: SmartBlue vs Read your HART device signals before trouble grows: HART Communicator: Which Is Better for Instrumentation Engineers?
Why Hybrid Networks Are Smart Engineering
Oil and gas plants often have long lived field devices that still perform well.
Refineries need stability and careful shutdown planning.
Power plants may have legacy control zones that cannot be touched casually.
Water treatment sites often run mixed generations of panels and instruments.
Pharmaceutical and chemical plants may upgrade in phases to protect validation and uptime.
The best engineers do not force technology for ego. They design for plant reality.
Choose the better field network without costly mistakes: Difference between profibus and foundation field bus
PROFIBUS to PROFINET Migration Strategy
A good PROFIBUS migration plan is phased, not emotional.
Phase 1 Network Assessment
- Start with what already exists.
- Check bus health
- Test cable condition
- Review device lifecycle
- Identify spare parts availability
- Check segment loading
- Review shutdown windows
- This stage tells you whether you are dealing with a healthy legacy system or a network that is already weak.
Phase 2 Backbone Upgrade
- Add the Ethernet foundation first.
- Install industrial Ethernet switches
- Introduce PROFINET controllers
- Add PN PB couplers where needed
- Prepare the control system architecture
- This creates the path forward without forcing every field device to change immediately.
Get installation right and avoid expensive Fieldbus failures: HART Transmitter Diagnostics: What Your Field Device is Telling You
Phase 3 Gradual Device Migration
- Replace the most vulnerable devices first.
- Upgrade failed hardware
- Migrate remote I O
- Replace older drives
- Move critical segments one by one
- This is usually the safest way to reduce risk during live plant operation.
Phase 4 Full Ethernet Convergence
- Once the backbone is stable, move toward:
- SCADA integration
- MES connectivityAd
- vanced diagnostics
- OT IT integration
- Condition monitoring
- Better asset visibility
- That is where PROFINET really starts to pay back the investment.
Avoid migration headaches with this Siemens S7 300 roadmap: Siemens S7 300 PLC Discontinued Migration Guide for Engineers
PROFIBUS Troubleshooting Guide
The most common problems with PROFIBUS are:
- Termination problems
- Shield grounding mistakes
- Address conflicts
- Signal reflections
- Cable damage
- Segment overload
- Bus communication failures
When troubleshooting PROFIBUS, it’s generally best to start with the basics. Engineers often inspect the cable condition, verify correct termination at both ends of the segment, confirm device addresses, and look for grounding or shielding errors. Because PROFIBUS is a bus system, even a small wiring issue can affect the entire segment.
In real plant situations, many PROFIBUS faults are not software problems at all. They are usually caused by installation errors, poor cable practices, loose connections, or segment design issues. That is why PROFIBUS troubleshooting demands a strong understanding of field wiring and signal integrity.
Test your Profinet knowledge with tougher questions now: Advanced Profinet Protocol Quiz for Automation Engineers
PROFINET Troubleshooting Guide
Typical PROFINET issues include:
- IP conflicts
- Incorrect device naming
- Switch configuration problems
- Network load issues
- Jitter
- VLAN mistakes
- Faulty managed switch settings
- Broken patch leads or poor Ethernet terminations
The good news is that PROFINET usually provides much better diagnostic detail. This makes fault finding faster, especially when the network is designed properly and managed switches are configured correctly.
PROFINET troubleshooting is often more about network configuration, addressing and infrastructure health as opposed to PROFIBUS. Engineers may need to check device names, IP settings, switch ports, Ethernet cabling, and traffic load across the network. In many cases, the diagnostics available in PROFINET help narrow down the problem much faster than in older fieldbus systems.
This is one of the reasons PROFINET in modern engineering discussions is often centered on visibility, diagnostics, and maintainability, not just speed. A well-designed PROFINET network can make troubleshooting much more efficient and reduce downtime in the plant.
Pick the faster protocol before your network slows: Modbus TCP/IP vs Profinet: Which Protocol Suits your Industrial Network Best?
When Should Engineers Use PROFIBUS?
Use PROFIBUS when:
- The plant already has a strong installed base
- The process is stable and the network is proven
- You are dealing with legacy Siemens systems
- The field devices are mostly classical process instruments
- Shutdown time is limited
- A full migration would be too costly or too risky
In many brownfield plants, PROFIBUS is still the right engineering answer.
Protect performance with the right termination choice: Why 75 Ohm Termination Resistor is Used in ControlNet?
When Should Engineers Use PROFINET?
Use PROFINET when:
- You are building a new plant or major expansion
- You need strong diagnostics
- You want better integration with SCADA and MES
- You have robotics or motion control
- You want future ready industrial communication systems
- You are planning long term OT IT convergence
- You need better scalability and maintainability
For new projects, PROFINET is often the better strategic choice.
Select the ideal HMI before costly downtime hits: How to Choose the Right HMI Display for Industrial Automation
Common Engineering Mistakes in PROFIBUS and PROFINET Networks
One of the biggest mistakes is thinking PROFINET automatically fixes poor design. It does not.
Other common mistakes include:
- Ignoring industrial switch quality
- Using unmanaged switches everywhere
- Mixing IT and OT traffic carelessly
- Poor grounding and shielding
- Overloading the network
- Copying office Ethernet habits into plant systems
- Improper PROFIBUS termination
- Ignoring cable standards and installation discipline
- A modern protocol cannot save a bad network philosophy.
Cut wiring confusion with this Ethernet APL breakdown: Ethernet-APL (Advanced Physical Layer): Practical Guide for EPC Instrumentation & Process Automation Engineers
Future of Industrial Networks: PROFIBUS, PROFINET, TSN, and IIoT
- Industrial Ethernet is clearly moving to the front. PROFINET, TSN, IIoT, cloud integration, predictive maintenance, and smart diagnostics are shaping the next generation of automation.
- But there is one important reality.
- PROFIBUS is not disappearing tomorrow.
- It will stay in many plants for years because installed assets do not vanish just because a new protocol becomes popular.
- The smart path is coexistence, not fantasy.
- The future belongs to engineers who can connect old systems and new systems without breaking production.
Fix SCADA communication failures before they spread: SCADA Communication Problems and How to Fix Them
Final Engineering Conclusion
The best automation engineers are not the ones who only understand the newest technology. They are the ones who know how to connect the old world and the new world together.
That is the real lesson behind PROFIBUS vs PROFINET.
One is not simply better than the other in every case. The real skill is knowing which one fits the plant, the budget, the shutdown window, the maintenance team, and the long term strategy.
That is what separates a protocol user from a true automation engineer.
PROFIBUS is the trusted legacy workhorse. PROFINET is the future ready industrial Ethernet platform. Most real plants need both, and the best engineers know how to design, troubleshoot, and migrate between them without stopping production.
Compare Fieldbus and HART before choosing wrong: Difference Between Fieldbus and HART Communication Protocols: Complete Comparison Guide for Process Automation Engineers
PROFIBUS vs PROFINET FAQs
What is the main difference between PROFIBUS and PROFINET?
PROFIBUS is a fieldbus designed for deterministic cyclic communication in industrial automation.
PROFINET is an Ethernet based industrial network with stronger diagnostics, flexibility, and scalability.
Is PROFINET better than PROFIBUS?
PROFINET is generally the best choice for new systems and for new plant integration.
PROFIBUS is still very useful in existing plants where stability and legacy compatibility are important.
Why is PROFIBUS still used in plants?
PROFIBUS is reliable, well understood, and deeply installed in many legacy automation systems.
It continues to perform well in process plants where proven infrastructure is still working properly.
What is PROFINET RT?
PROFINET RT stands for real time communication used in standard industrial automation tasks.
It provides fast and reliable data exchange for many control applications.
What is PROFINET IRT?
PROFINET IRT means isochronous real time communication for highly synchronized applications.
It is mainly used in motion control and precision machine automation.
What is PROFIBUS DP?
PROFIBUS DP is the fast decentralized peripheral version of PROFIBUS.
It is commonly used for drives, remote I O, and field devices.
What is PROFIBUS PA?
PROFIBUS PA finds its main application in process instrumentation for industries like oil & gas, chemical and refining.
It is developed for stable communication with field sensors in process plants.
Can PROFIBUS and PROFINET work together?
Yes, there are several plants that use hybrid architectures with a PROFINET backbone and PROFIBUS field level segments.
This enables old and new systems to coexist without a full replacement.
Decide between PLC and DCS with real clarity: PLC vs DCS – Which One Should you Choose for your Automation System?
What is a PN PB coupler?
A PN PB coupler connects PROFINET and PROFIBUS segments so both networks can communicate.
It is useful in hybrid plants where migration is being done in phases.
What are common PROFIBUS troubleshooting issues?
Typical problems with PROFIBUS are termination failures, ground problems, address conflicts, cable breakage, and reflections of the signal.
Most troubleshooting starts at the physical layer, because wiring failures are relatively common.
What are common PROFINET troubleshooting issues?
Common PROFINET problems are IP conflicts, device name problems, switch errors, network load, jitter and VLAN errors.
Diagnostics are usually more powerful and errors can be located faster.
Is PROFINET good for motion control?
Yes, PROFINET is well used for motion systems and complex machine control.
Its timing and synchronization capabilities make it an excellent candidate for precision applications.
Is PROFINET used in process industries?
Yes. PROFINET is increasingly used in process facilities, where diagnostics and integration are vital.
It is very important in today’s facilities that require better network visibility.
What is the best way to migrate from PROFIBUS to PROFINET?
The ideal way to do this is a staged migration starting with assessment and network planning.
After that, upgrade the backbone first, then replace devices gradually.
Will PROFIBUS disappear soon?
No, PROFIBUS will remain in many plants for years because legacy assets and shutdown limits slow full replacement.
In most real plants, coexistence is more realistic than complete removal.
Refer the below link for the Foundation Fieldbus Installationand Best Practices – Complete Guide for EPC and Maintenance Engineers
{kind=link}