- Why HART Diagnostics are Essential in Process Automation
- Why HART Diagnostics Very Important
- Key Insights from HART Device Diagnostics
- Power Advisory Diagnostics – Monitoring Loop Integrity
- Statistical Process Monitoring (SPM) – Seeing Beyond the Process Variable
- How SPM Turns a Transmitter into a Process Analyzer
- Safety-Certified Diagnostics – Reducing Proof Test Frequency
- Understanding HART Status Information
- Extended Device Status with NAMUR NE107 Codes
- Device Family Status – Process-Specific Fault Indicators
- How HART Commands Carry Diagnostic Data
- From Hidden Data to Visible Intelligence
- Integration with Asset Management Systems (AMS)
- Real-World Example – Predictive Maintenance in Action
- How HART Diagnostics Improve Safety, Productivity, and Cost
- Learning Objectives – What You’ll Gain from HART Diagnostics
- Turning Data into Diagnostic Intelligence
- FAQ on HART Transmitter Diagnostics
Why HART Diagnostics are Essential in Process Automation
In the world of process automation, measurement reliability is everything. When a pressure, level, or temperature reading drifts or fails, it doesn’t just disrupt production it can compromise safety, product quality, and plant uptime.
That’s why modern HART-enabled field instruments have become more than transmitters of process variables they’re intelligent sensors with built-in self-diagnostics that reveal the real health of your measurement loop.
Whether it’s a Rosemount 3051S, a HART temperature transmitter, or a smart flow meter, today’s devices continuously analyze their internal electronics, process conditions, and communication loops to tell you much more than a simple process variable.
Why HART Diagnostics Very Important
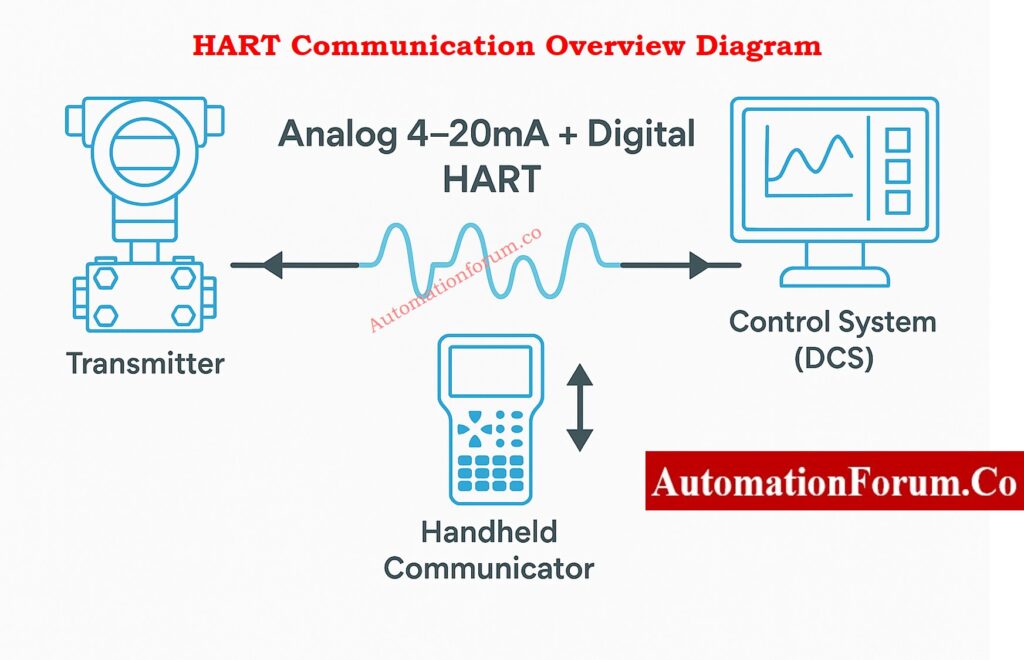
The Highway Addressable Remote Transducer (HART) protocol has existed since the 1980s. Initially, it was just a digital signal superimposed on the 4–20 mA loop to configure transmitters and read variables. But over the years, HART evolved into a powerful predictive maintenance tool.
Through its status bytes and command responses, a HART instrument can communicate:
- Whether its process variable is trustworthy,
- Whether it needs maintenance,
- And even whether a loop wiring or grounding fault exists.
When integrated into a DCS or asset management system (AMS), HART diagnostics help maintenance teams move from reactive to predictive maintenance anticipating failures before they affect production.
Get a complete overview from: What is HART Protocol?
Key Insights from HART Device Diagnostics
Modern HART devices generate a wealth of information beyond process values. Here’s what engineers can learn instantly:
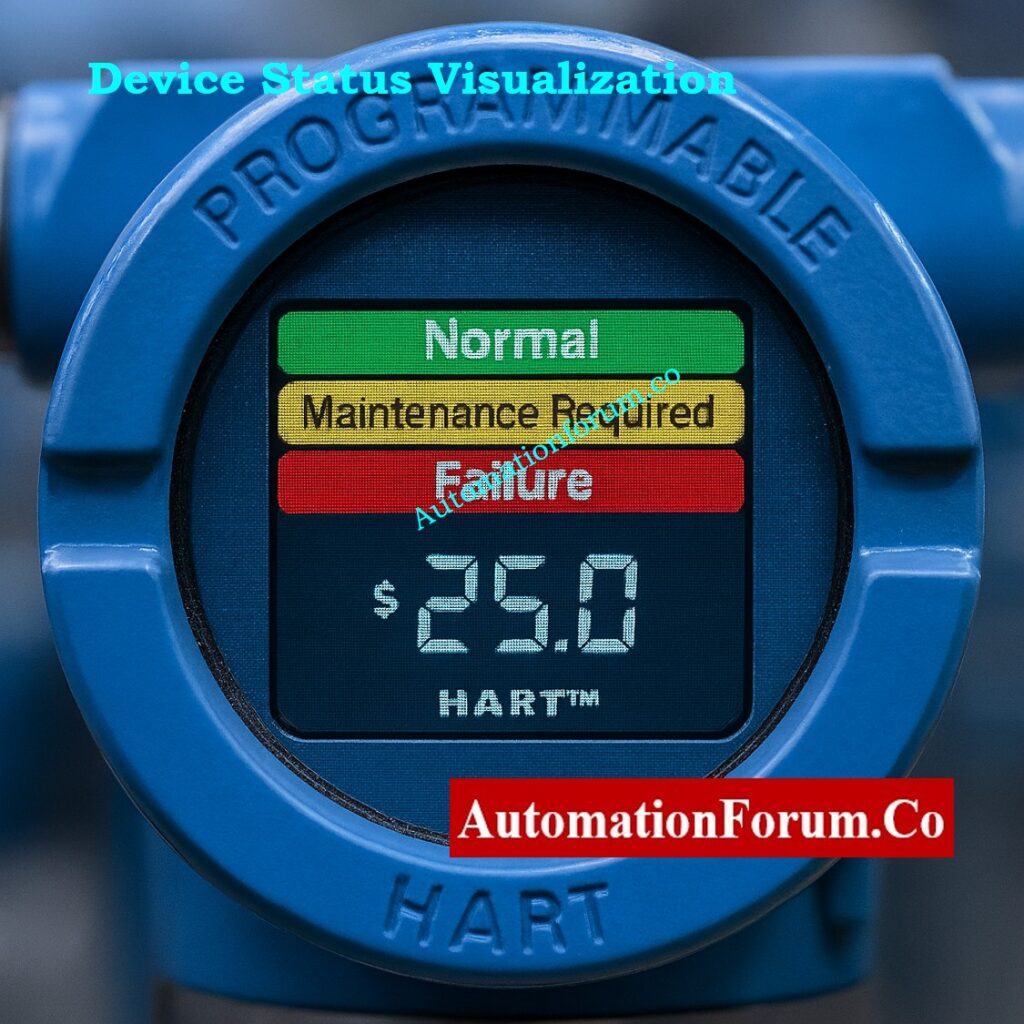
Device Status – Normal, Maintenance Required, or Failed
Each HART response includes a device status byte that tells whether the instrument is:
- Operating normally
- Needs maintenance
- Or has failed
This immediate visibility helps determine whether you can trust the process variable or if action is required.
Electronics Condition – Power, Grounding, and Temperature Checks
Continuous monitoring is done on internal factors such signal integrity, power supply voltage, and temperature. These tests can find problems with electronics, power, or grounding long before the instrument stops working.
Operational History – Tracking Service Hours and Calibration
Many transmitters keep track of the number of service hours, the last time they were calibrated, and the number of times they were turned on. This information helps in planning maintenance and proof-testing schedules in safety loops.
Sensor Integrity – Detecting Plugged or Damaged Sensors
Advanced devices detect plugged impulse lines, diaphragm wear, sensor drift, or process medium buildup. This ensures process readings reflect reality rather than mechanical or environmental problems.
Communication Health – Identifying Noise and Loop Issues
HART keeps an eye on the loop current, reaction time, and quality of digital communication all the time. The diagnostic data can show if there is noise, loose connections, or unreliable power.
Together, these insights form the backbone of a condition-based maintenance program that reduces unplanned downtime.
View the complete setup diagram in: Wiring Diagram for Pressure Transmitter Calibration in Workbench using HART
Power Advisory Diagnostics – Monitoring Loop Integrity
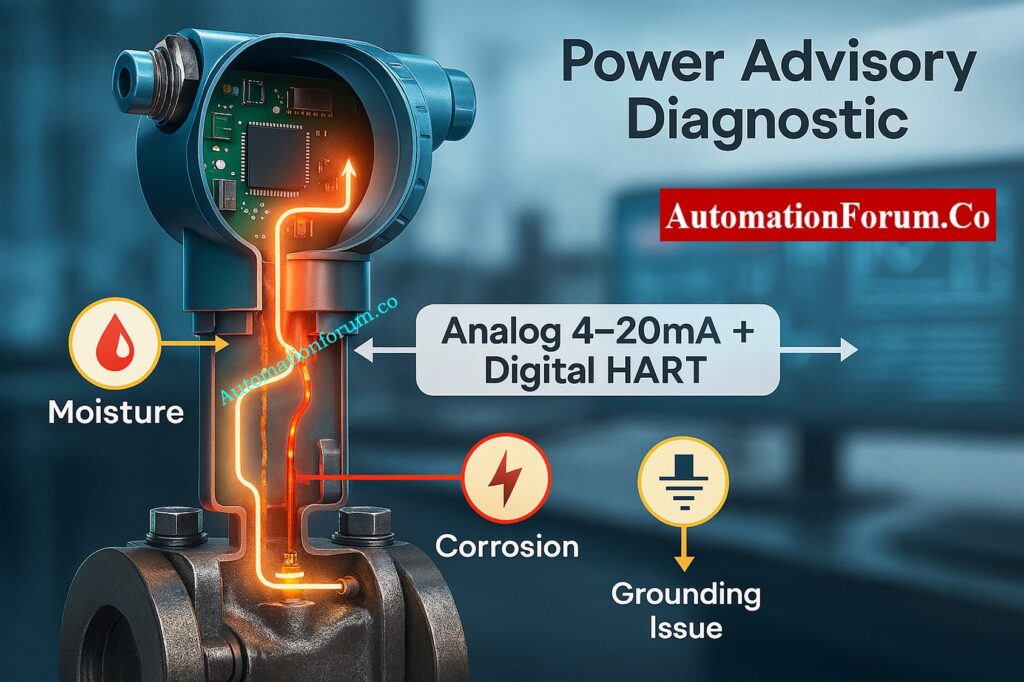
Electrical loop problems like corrosion, moisture ingress, or poor grounding are among the most common causes of transmitter failure.
The Rosemount 3051S Power Advisory Diagnostic uses real-time voltage monitoring to detect:
- Corroded terminals
- Water in terminal compartments
- Grounding or shielding issues
- Unstable power supplies
Instead of waiting for erratic readings, the transmitter issues detailed alerts with recommended actions. The result?
A maintenance technician can fix a corroded connection in a matter of minutes, which keeps the process from being interrupted for days.
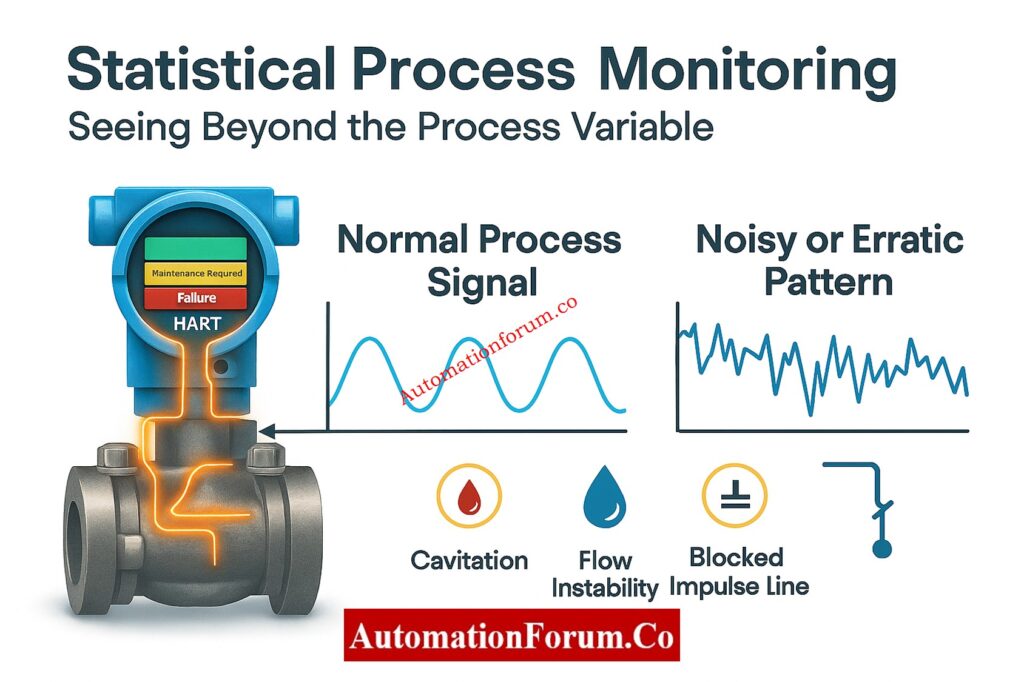
Statistical Process Monitoring (SPM) – Seeing Beyond the Process Variable
What Statistical Process Monitoring Does
Statistical Process Monitoring (SPM): Looking Beyond the Process Variable
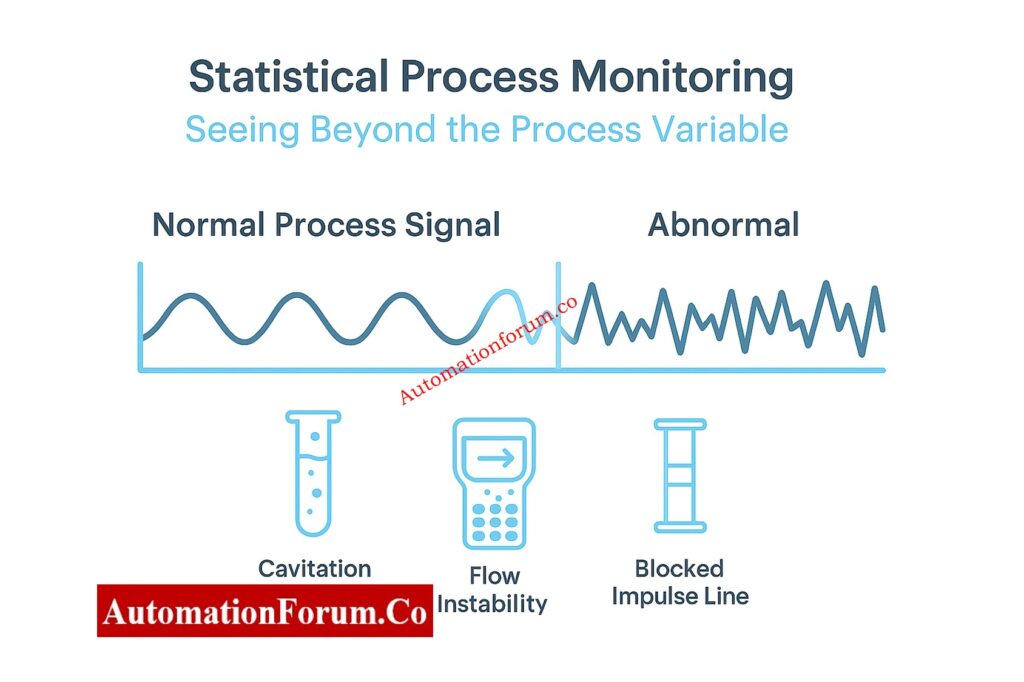
Standard alarms can only identify aberrant process conditions that Statistical Process Monitoring (SPM) can find by looking at noise patterns in the signal.
Common Issues Detected by SPM
SPM finds a lot of difficulties, such as:
- Flashing or cavitation in control valves
- Flooding of columns in distillation systems
- Blocked impulse lines or leaks in the process
- Loss of agitation in reactors
- Air or flame instability that becomes trapped
How SPM Turns a Transmitter into a Process Analyzer
This changes a simple transmitter into a process analyzer that helps engineers find ways to make things run more smoothly and keep quality high.
Perform accurate calibration using: HART transmitter calibration procedure – For pressure transmitter
Safety-Certified Diagnostics – Reducing Proof Test Frequency
In Safety Instrumented Systems (SIS), each transmitter must be checked on a regular basis to make sure it works as IEC 61511 says it should.
Transmitters equipped with safety-certified diagnostics, like the Rosemount 3051S, increase diagnostic coverage by continuously verifying their sensing elements, electronics, and communication loops.
This greater Safe Failure Fraction (SFF) lets:
- Longer proof-test intervals
- Reduced maintenance workload
- Lower lifecycle cost
Operators can keep SIL compliance while cutting down on downtime when a transmitter can find problems on its own, like pressure spikes, loss of echo, or electrical drift.
Challenge your expertise through: Advanced HART Protocol Quiz: 25 MCQs with Detailed Explanations
Understanding HART Status Information
Every HART message includes two status bytes that form the foundation of its diagnostic capability.
Response Code (Byte 1) – Communication Integrity
Indicates whether communication was successful.
- 0x00 means “OK.”
- Other codes indicate to problems with processing commands or sending messages.
Device Status (Byte 2) – Operational Health
Reflects the operational condition of the field device.
It shows whether the transmitter is functioning correctly, in warning, or in failure.
Earlier HART versions treated these codes differently, but HART 7 standardized them so that every transmitter reports status consistently.
For example, a device status value of 0x90 (0x80 + 0x10) means the process variable is unreliable due to a process problem like a loss of echo.
Extended Device Status with NAMUR NE107 Codes
To simplify maintenance interpretation, modern transmitters use NAMUR NE107 condensed status codes.
| Bit | Meaning | Typical Interpretation |
| 0 | Maintenance required | Device is healthy but needs service |
| 1 | Device variable alert | A variable is in warning/alarm |
| 2 | Critical power failure | Power supply unstable |
| 3 | Failure | Internal malfunction detected |
| 4 | Out of specification | Process or sensor beyond limits |
| 5 | Functional check | Device under test/simulation |
This universal coding means that whether you’re using a pressure, level, or temperature transmitter, the DCS will interpret diagnostic messages consistently.
Device Variable Status – Can You Trust the Reading?
Each process variable in a HART device (like PV, SV, TV, or QV) has its own Device Variable Status.
- Good: Reading is valid.
- Bad: Fault or failure in measurement chain.
- Uncertain: Variable not guaranteed may be under test or simulation.
In short, before acting on a value, the control system can automatically decide whether that reading is trustworthy. This feature improves control loop integrity and prevents the use of corrupted process data.
Device Family Status – Process-Specific Fault Indicators
Different types of transmitters pressure, flow, level, or temperature use specific Device Family Status bits. These map diagnostics to process-specific meanings. For instance:
- A “loss of echo” in radar level devices,
- “Plugged impulse line” in differential pressure transmitters,
- Or “open thermocouple” in temperature devices.
HART Command 48 gets 25 more bytes of diagnostic data for deeper troubleshooting, with each bit linked to a distinct internal problem code. These correspond to the same messages displayed on the transmitter’s LCD screen.
With this level of detail, specialists can figure out if the problem is with the sensor hardware, the process interface, or the electronics.
Follow the best configuration methods in: Best Practices for Configuring HART Parameters in DCS Software
How HART Commands Carry Diagnostic Data
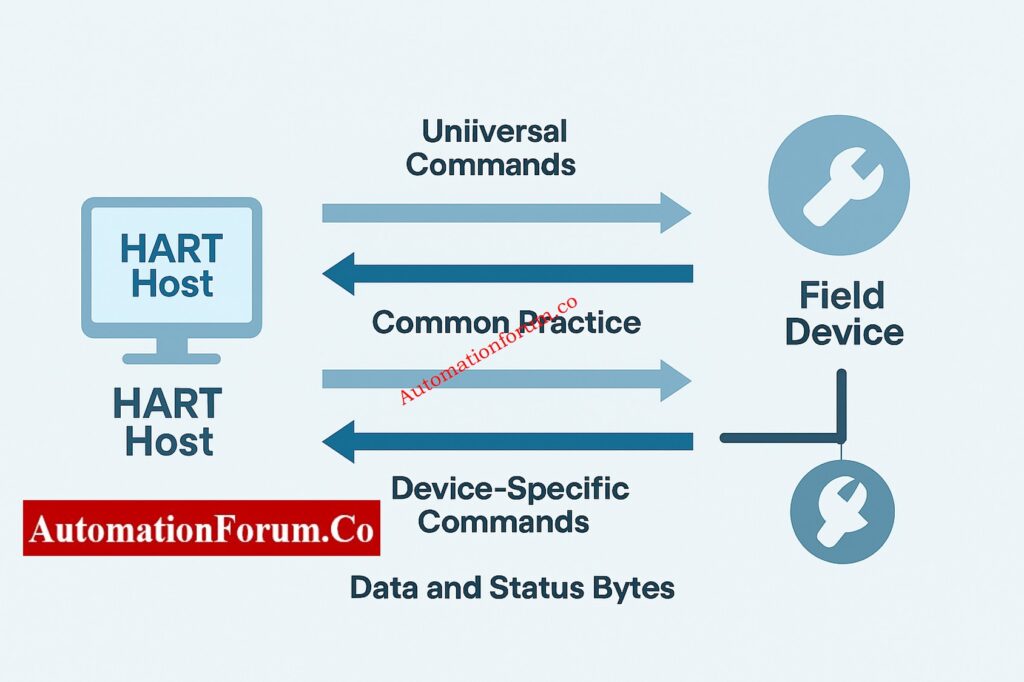
The HART protocol operates on a query–response model. The host delivers a command, and the device sends back data and information about its status.
There are three types of HART commands:
- Universal Commands (0–30, 38, 48):
All HART devices support this, which lets you read PVs, device info, and extended status. - Common Practice Commands (32–121):
These are used by all device families for trimming, damping, or resetting. - Device-Specific Commands (128–253):
These are set by the makers for their own diagnostic purposes.
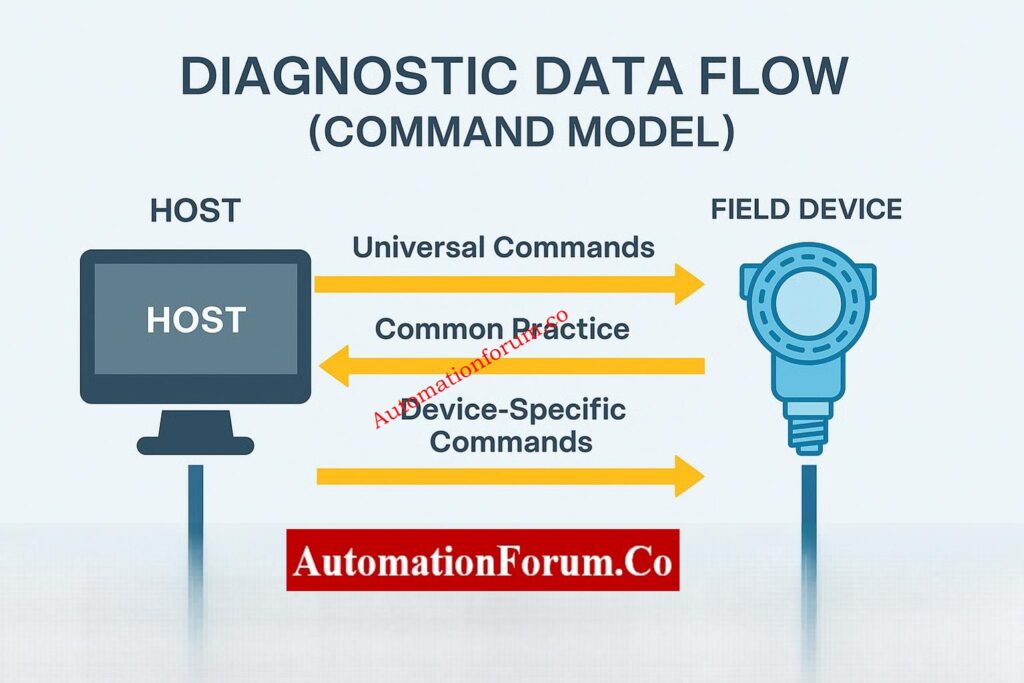
All responses include the two status bytes described earlier, meaning every command is both a data exchange and a health report.
Understand signal conditioning in: Why is a 250-Ohm Resistor Important for HART Communication?
From Hidden Data to Visible Intelligence
This visibility answers crucial questions instantly:
- Can I trust the process variable?
- Is the transmitter in good health?
- Is this a problem with the process or the electricity?
Plants may make better decisions faster by using this diagnostic intelligence. This cuts down on troubleshooting time and increases uptime.
Refer the below link to Learn the fundamentals Explained: The Four Main Process Variables (PV, SV, TV, QV) in HART Transmitters – Complete Guide for Instrument Engineers
Integration with Asset Management Systems (AMS)
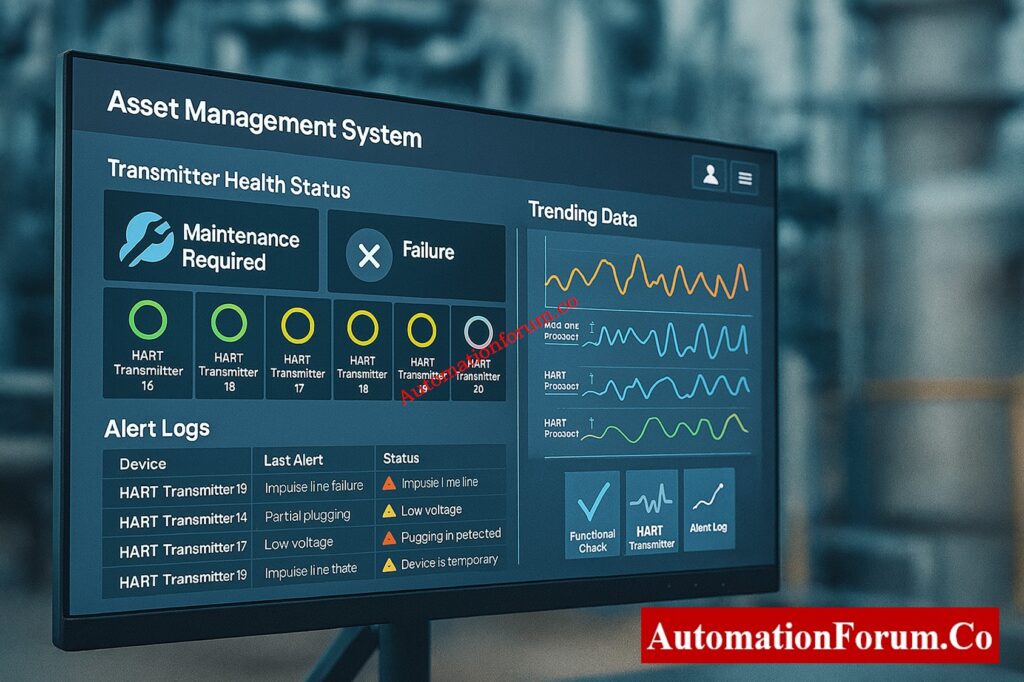
When you connect HART diagnostics to Emerson AMS Device Manager, Yokogawa PRM, or Honeywell FDM, they are immediately recorded, tracked, and trended.
This makes it possible:
- Dashboards for the health of all devices in one place
- Automatic notifications when things start to go wrong
- Maintenance documents that are ready for an audit
Engineers get alerts that they can act on, like “sensor drift increasing” or “loop voltage fluctuation detected,” instead of having to wait for an instrument to fail.
Real-World Example – Predictive Maintenance in Action
Imaging a differential pressure transmitter on a column for distillation. The impulse line starts to get clogged over time.
The HART transmitter sees a pattern of pressure changes that isn’t usual and sends out a “plugged line” signal.
Before any control deviation or trip occurs, maintenance isolates and cleans the line preventing an unplanned shutdown.
That’s predictive maintenance in action, enabled by HART diagnostics.
How HART Diagnostics Improve Safety, Productivity, and Cost
Improved Reliability
Self-checking all the time makes sure that only valid data gets into your control loops.
Predictive Maintenance and Early Fault Detection
Early detection of problems such sensor drift, unstable power, or process blockage.
Reduced Downtime
Finding faults faster cuts down on the time it takes to fix them and get back to normal.
Enhanced Safety and SIL Compliance
Better Safety Diagnostics that are safety-certified lower the number of proof tests needed while still meeting safety standards.
Lower Total Cost of Ownership
HART diagnostics pay for themselves many times over by extending maintenance intervals and stopping unexpected breakdowns.
Learning Objectives – What You’ll Gain from HART Diagnostics
By learning HART diagnostics, you will be able to:
- Understand how status bytes send health information and how HART commands work.
- Understand NE107 alerts, response codes, and device status.
- Use SPM and Power Advisory to find problems with processes or loops early on.
- Combine diagnostics with DCS/AMS systems so you can watch them in real time.
- Make the safety system more reliable and cut down on the amount of work that needs to be done to keep it up.
Master field installation using: Step-by-Step Guide for Installing and Commissioning HART and WirelessHART Devices for Engineers and Technicians
Turning Data into Diagnostic Intelligence
HART diagnostics turn your field equipment from silent data sources into smart protectors of process health.
Transmitters like the Rosemount 3051S make it possible to have a predictive, data-driven maintenance culture by checking the integrity of loops, monitoring statistical processes, and having safety-certified self-diagnostics.You get more than just numbers when you decode the rich diagnostic data that HART gives you. You can trust every loop, feel sure about every measurement, and make clear decisions about maintenance.
Test your troubleshooting knowledge with: Closed-Loop Control Valve Troubleshooting: HART, Fieldbus and Diagnostics Skills Quiz
FAQ on HART Transmitter Diagnostics
1. What are the benefits of HART communication?
HART communication mixes analog 4–20 mA signals with digital data. This lets you set up devices, troubleshoot them, and calibrate them from a distance. It improves accuracy, cuts down on maintenance time, and works with current wiring, making upgrades simple and cheap.
2. What is the main function of HART?
The basic purpose of HART is to provide two-way digital communication over typical 4-20 mA loops. This lets users get process, configuration, and diagnostic data from smart field equipment without stopping work.
3. Which of the following is a benefit of using the HART protocol?
One of the best things about using the HART protocol is that it lets you access instrument data and health diagnostics from a distance without having to run extra wires. This combines the durability of analog signals with the intelligence of digital signals to make plants run more efficiently.
4. What is the application of HART?
In process industries, HART is used to set up, keep an eye on, and fix problems with transmitters and smart instruments. It works with software used in oil and gas, power, chemicals, and water treatment industries.
{kind=link}