- Introduction to Twisted Pair Cables in Industrial Systems
- Understanding Electrical Noise in Industrial Environments
- How Twisted Pair Cable Cancels Electrical Noise
- Twisted Pair Cable for 4–20 mA Analog Loops
- Twisted Pair Cable for RS 485 Communication
- The Advantage of Shielded Twisted Pair (STP) Cables
- Difference Between Twisted Pair, Shielded Pair, and Coaxial Cable
- Proper Cable Routing and Installation Practices
- Application Example – Remote I/O Using RS 485 Twisted Pair
- Choosing the Right Twisted Pair Cable
- Balanced vs Unbalanced Signal Transmission
- Crosstalk and Pair Lay Design in Multi-Pair Cables
- Supplier Reference Checklist for Engineers
- Twisted Pair Cables in Hazardous (Intrinsically Safe) Areas
- Common Industrial Protocols Using Twisted Pair
- Best Practices for Long-Term Reliability
- Bonus Tips for Instrumentation Engineers
- Standards and Compliance References
- Why Twisted Pair Cables Remain the Backbone of Industrial Signal Transmission
- FAQs on Twisted Pair Cable in Industrial Signal Transmission
Introduction to Twisted Pair Cables in Industrial Systems
Why Noise and Interference Are Critical in Industrial Environments
The electrical environment in manufacturing facilities is full of noise and interference because motors, drives, and switching devices are always running. These unwanted emissions might mess up important measurements and communication linkages between control systems and field devices.
Importance of Twisted Pair Cables in 4–20 mA and RS 485 Communication
Engineers use twisted pair cables to keep things working in such extreme electrical conditions, especially when sending 4 to 20 mA analog signals and RS 485 digital communication.
This guide tells you how twisted pair cables function, what their benefits are, how to install them correctly, and some examples of how they can be used in process control systems. It also has a short list of things that engineers should think about when choosing parts for remote I/O and communication wiring.
Understanding Electrical Noise in Industrial Environments
Common Sources of Electromagnetic Interference (EMI)
There are a lot of noise sources in industrial automation systems. Electromagnetic interference (EMI) can come from things like variable frequency drives (VFDs), contactors, relays, soft starters, and even fluorescent lamps. This EMI couples into signal cables, especially those that transmit low-level digital or analog signals.
Effects of Noise on Analog and Digital Signal Transmission
When interference couples into signal wiring, it can result in:
- Incorrect analog current readings in 4 to 20 mA loops
- Corrupted data in serial communication lines such as RS 485
- Spurious alarms and unstable control loops
So, one of the most important things to think about when designing instrumentation and control systems is how to reduce the effect of noise on signal wiring.
Refer the below link to Understand Live Zero vs Dead Zero in 4–20 mA Systems
How Twisted Pair Cable Cancels Electrical Noise
Common Mode Noise Rejection Explained
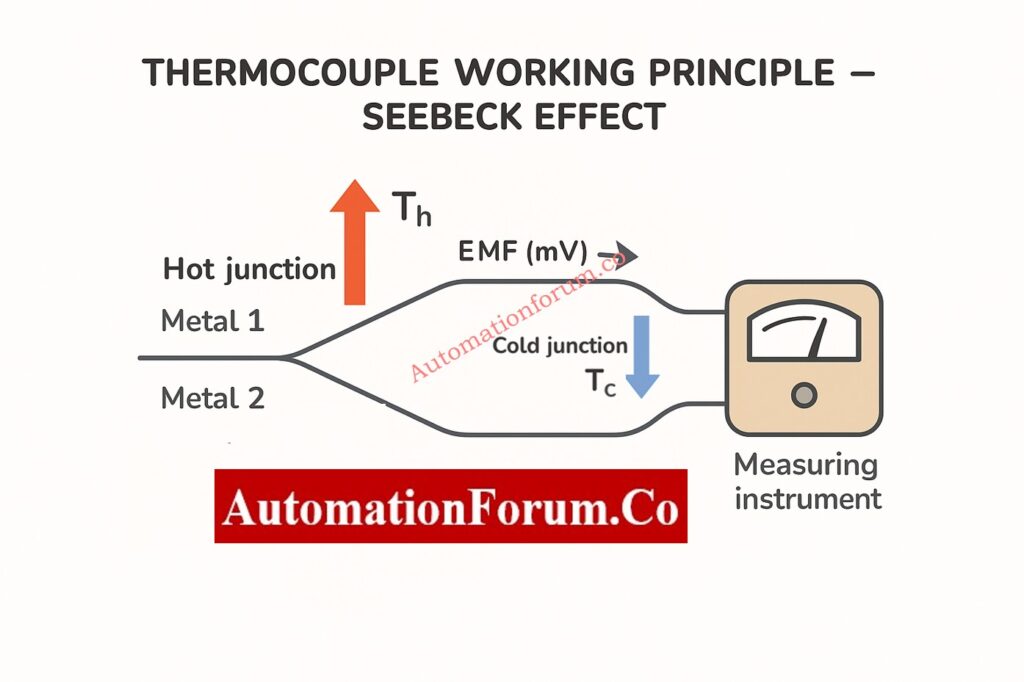
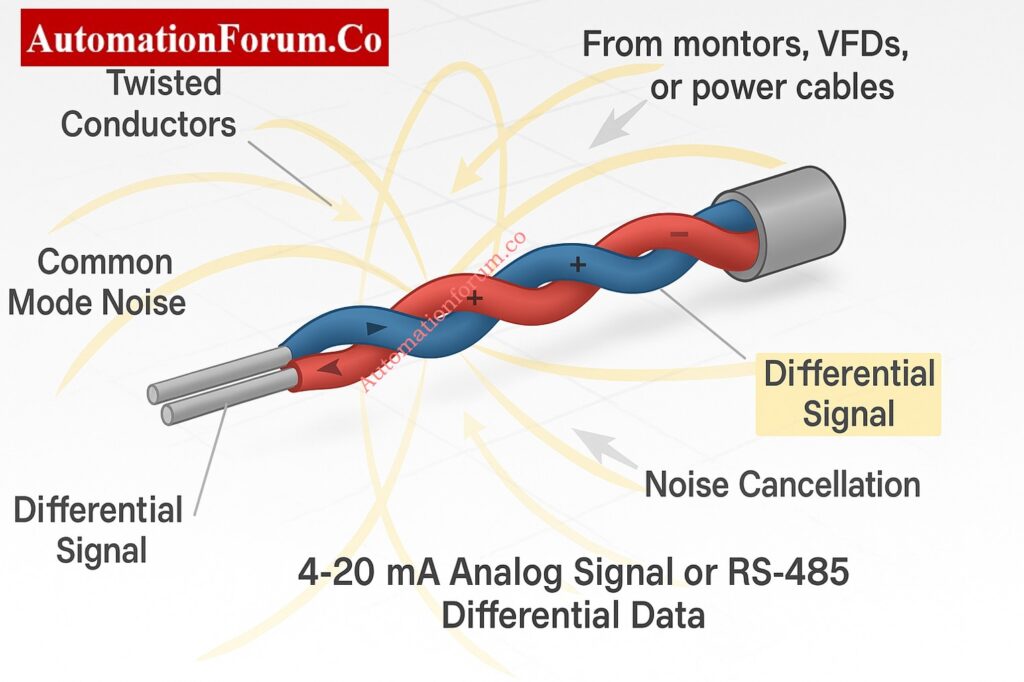
Two conductors are wrapped around each other along the length of a twisted pair cable. These conductors carry the same signal, but one is positive and the other is negative compared to a reference potential.
When an electromagnetic field from outside the cable affects it, it makes the voltages in both conductors almost the same. The common interference goes away because the receiver measures the difference in voltage between them. This is what is known as common mode noise rejection.
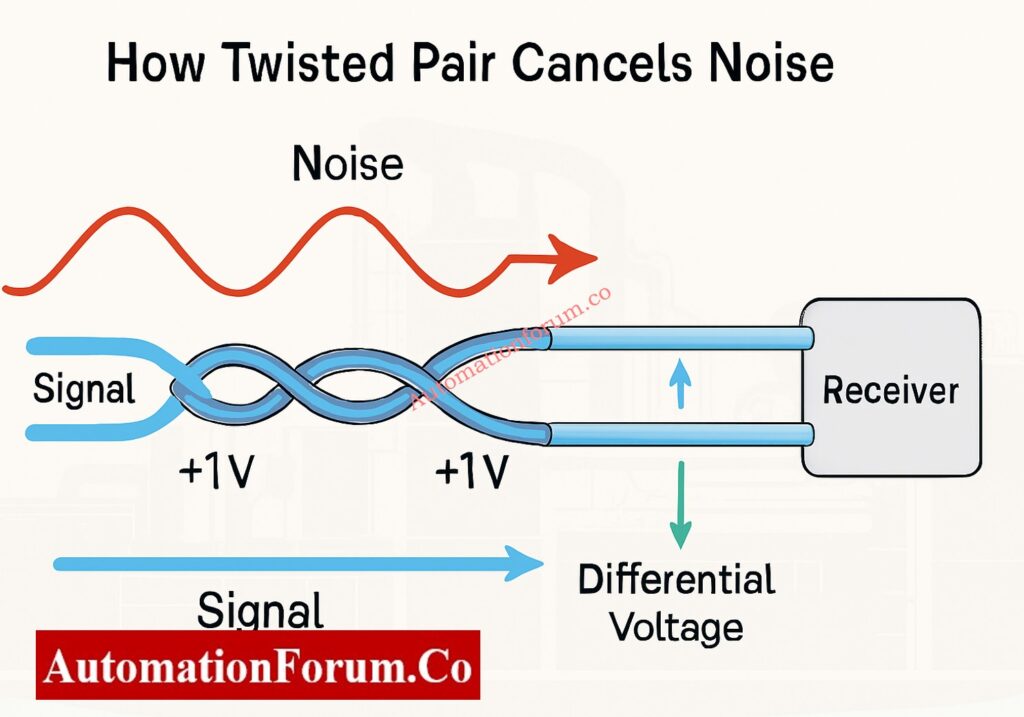
Example of Noise Cancellation in Twisted Pair Systems
If noise from outside causes both wires to have +1 volt, the difference between them stays the same. The receiver cancels out the interference by subtracting one from the other.
This basic geometric twisting of wires makes the signal much stronger, especially over long distances in places where there is a lot of electrical noise.
Role of Twisting in Maintaining Signal Quality
The amount of twists per meter affects how well noise suppression works. More twists indicate that electromagnetic interference is less likely to happen.
For industrial signal cables:
- Cables with 6 to 10 twists per foot are usually used for low-frequency analog signals like 4 to 20 mA loops.
- To reduce reflection and cross talk, high-speed digital signals like RS 485 or RS 422 often need tighter twisting and controlled impedance.
Manufacturers keep the twist rate the same so that both conductors get the same amount of interference, which keeps the signal balance.
Why Engineers Prefer 4–20 mA Over Voltage Signals: Why 4-20 mA Current Signal is Preferred Over Voltage Signal in Instrumentation?
Twisted Pair Cable for 4–20 mA Analog Loops
Benefits of Using Twisted Pair for Analog Signal Accuracy
The 4 to 20 mA current loop is the most common way to send analog process variables including pressure, temperature, and flow. The current signal shows the measured value and is usually supplied from the field transmitter to a PLC or DCS input card.
Distance, Resistance, and Stability Considerations
In current loops, voltage drops caused by cable resistance and noise can make measurements wrong. Using a twisted pair cable lessens these impacts by:
- Lessening the chance of noise coupling from power wires that are close by
- Keeping the loop resistance the same and stopping measurement drift
- impacts by:
- Making it less likely for noise to come from neighboring electrical wires
Even though voltage signals are more vulnerable to noise than current loops, twisted pair cable makes sure that everything is accurate and stable in even the most severe industrial conditions.
Instantly Calculate Process Value from 4–20 mA Transmitter Output: 4 to 20 mA Transmitter Output Process Value Calculator
Twisted Pair Cable for RS 485 Communication
RS 485 Differential Signaling and Noise Immunity
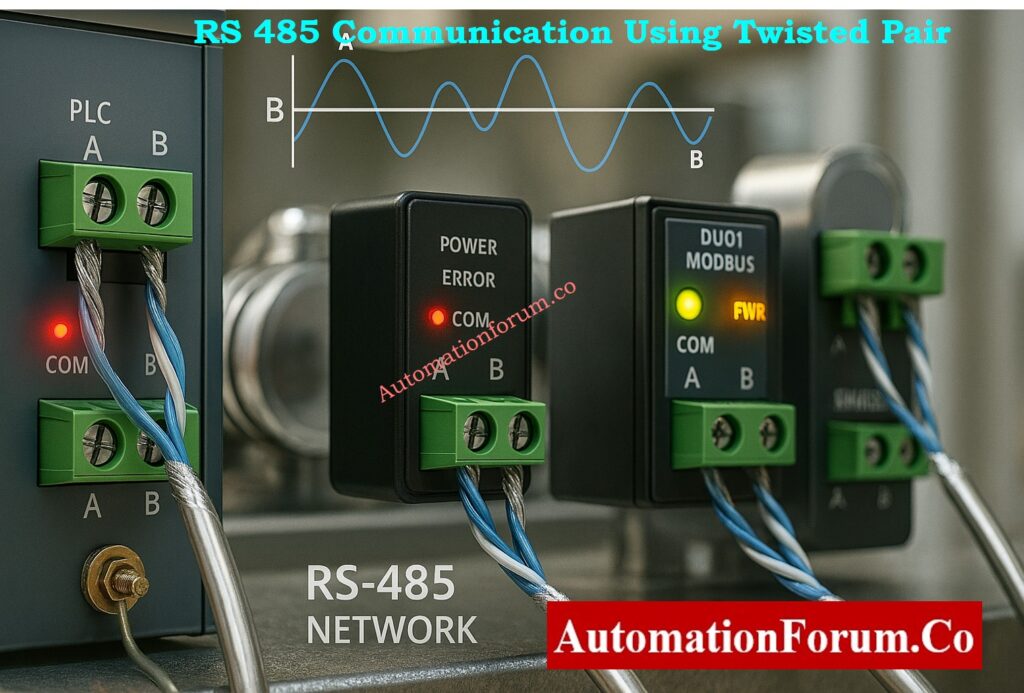
In industrial networks like Modbus RTU, Profibus, and BACnet, RS 485 is a common way to communicate differentially. In RS 485, data is sent as a difference in voltage between two wires, which are usually named A and B.
The balance between the two conductors is very important for differential signals. An imbalance can cause signals to bounce off of each other, distort, and make communication mistakes.
Recommended Cable Specifications for RS 485 Networks
Twisted pair cable keeps this electrical symmetry, which means:
- Characteristic impedance that stays the same (usually 120 ohms)
- Less electromagnetic radiation
- Data can be sent over great distances, up to 1200 meters, with no problems.
- Support for more than one node on the same communication bus
So, a twisted pair connection is required for all RS 485 installations to keep data integrity high and error rates low.
Transmitter Span, LRV, and URV Calculator for 4–20 mA Signal: Transmitter Calibration Span, LRV and URV Value Calculator from Measured 4 to 20 mA
The Advantage of Shielded Twisted Pair (STP) Cables
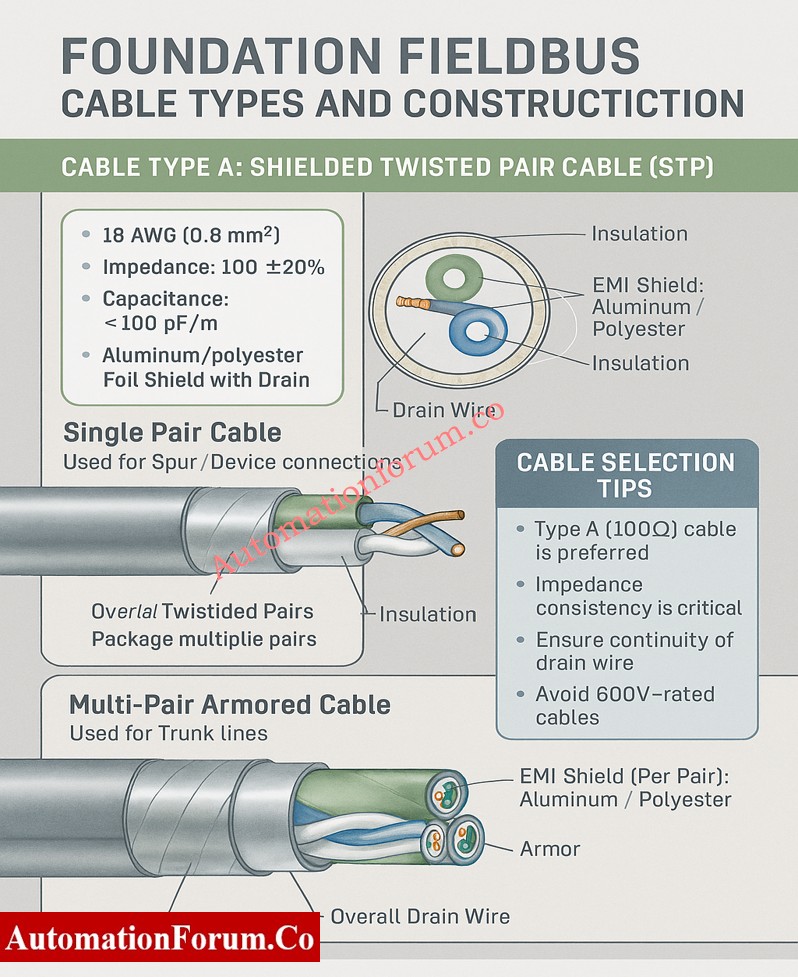
Twisting alone makes noise less likely to affect the signal, but adding shielding makes it even less likely to be affected by outside sources. A conductive covering surrounds the twisted wires in Shielded Twisted Pair (STP) cables. This layer keeps high-frequency noise from getting through.
Types of Cable Shielding (Foil, Braided, Overall Shield)
- Foil Shield (FTP): A thin layer of aluminum foil around the pair that is good for light industrial or building automation.
- Braided Shield: Copper strands that are woven together to make the shield stronger and better at blocking EMI.
- Overall Shield: A layer that covers several twisted pairs. It is utilized in multi-pair instrumentation cables.
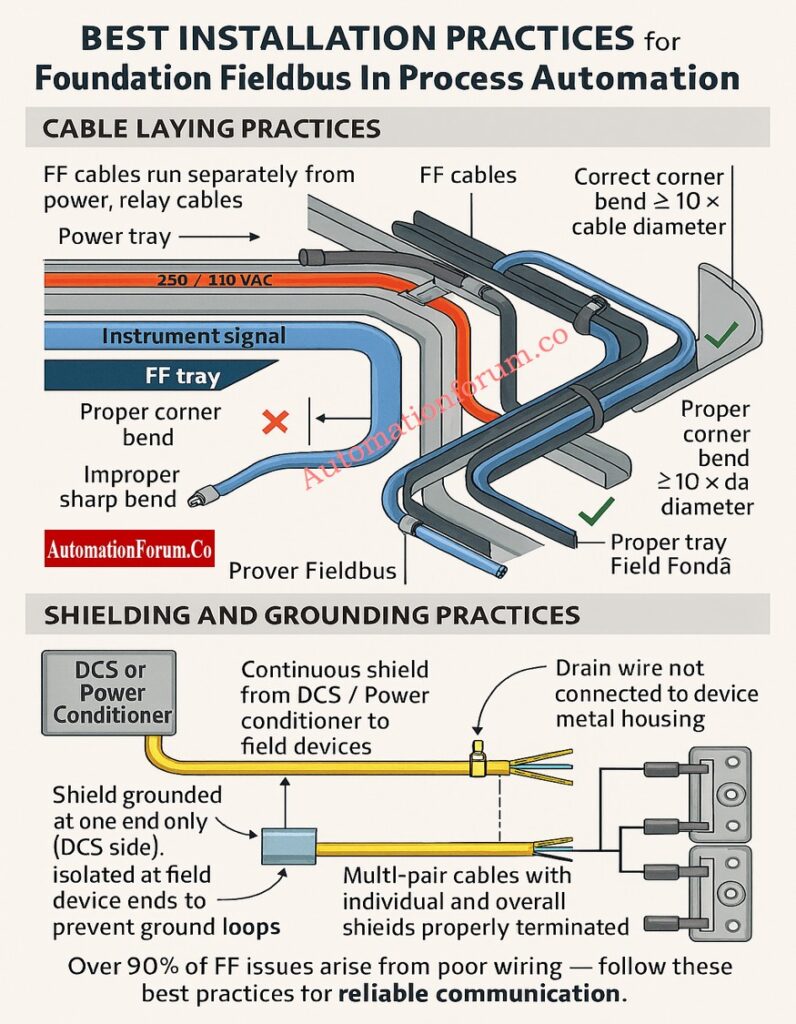
Grounding Practices for Shielded Twisted Pair
To avoid ground loops that can increase noise, always ground the shield at one end only, usually at the control room or cabinet side.
When to Use STP Cables in High-Noise Zones
In places with a lot of noise, including near VFDs, MCCs, or power distribution panels, using STP cables makes sure that signals stay clear and reduces downtime caused by interference.
Difference Between Twisted Pair, Shielded Pair, and Coaxial Cable
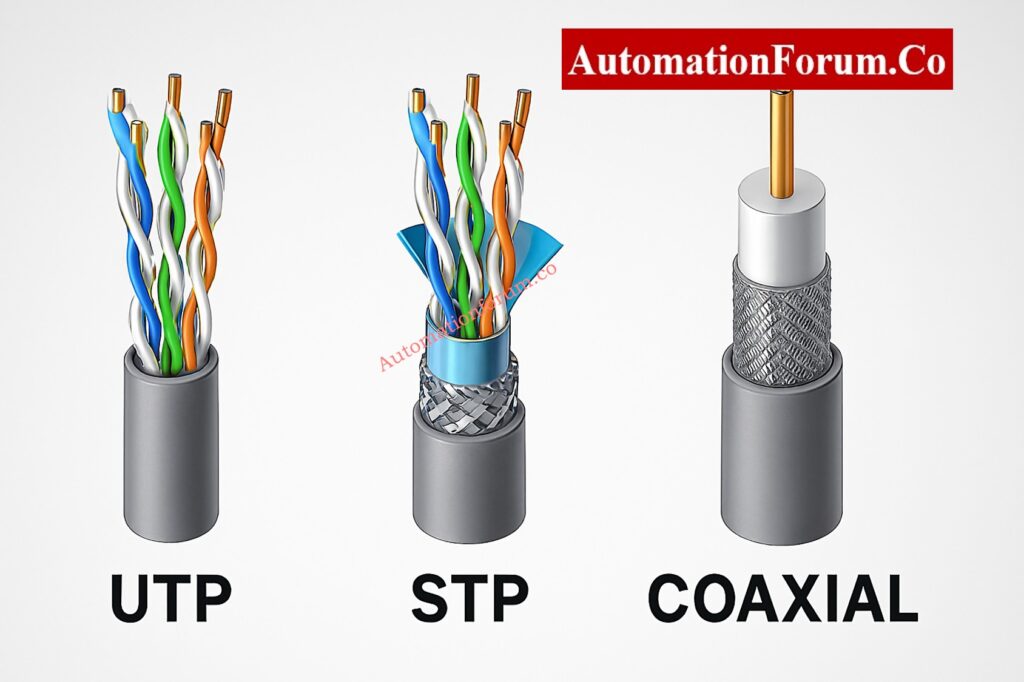
Engineers regularly compare twisted pair, shielded twisted pair (STP), and coaxial cables when they work in factories.
Each type has a different way of being built and protects against noise in a different way.
| Cable Type | Construction | Noise Protection | Typical Use |
| UTP (Unshielded Twisted Pair) | Two insulated conductors twisted together | Good for low noise environments | Short 4–20 mA loops or low-speed RS 485 links |
| STP (Shielded Twisted Pair) | Twisted pair with foil or braid shield | Excellent EMI protection | High-noise zones, VFD panels, MCC rooms |
| Coaxial Cable | Central conductor with full metallic shield | Very high protection, but single-ended | CCTV, RF and instrumentation reference signals |
| Fiber Optic Cable | Glass fiber with optical transmission | Immune to EMI | High-speed communication or hazardous areas |
Twisted pair cables are still the best option for sending signals in industry since they reject noise while being flexible and cheap.
Fix Cable Management Issues with Proper Tray Accessories: How to Fix Common Cable Management Issues using Cable Tray Accessories
Proper Cable Routing and Installation Practices
If you don’t do a good job installing the greatest cable design, it won’t work.
When routing and terminating twisted pair cables in industrial settings, follow these steps:
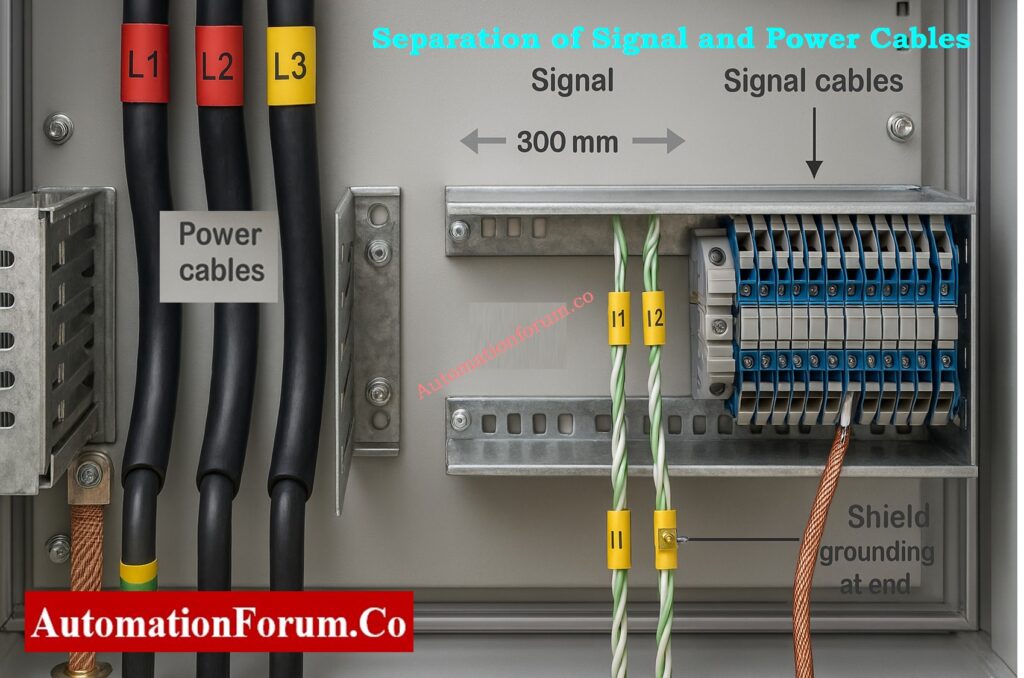
Separation of Signal and Power Cables
- Cables for Power and Signal: Keep at least 300 mm (12 inches) away from electricity lines.
- Use trays or conduits: Put communication and analog signal cables in different metal conduits or cable trays.
- Don’t run in parallel with power lines: When you have to, cross electricity lines at a 90-degree angle.
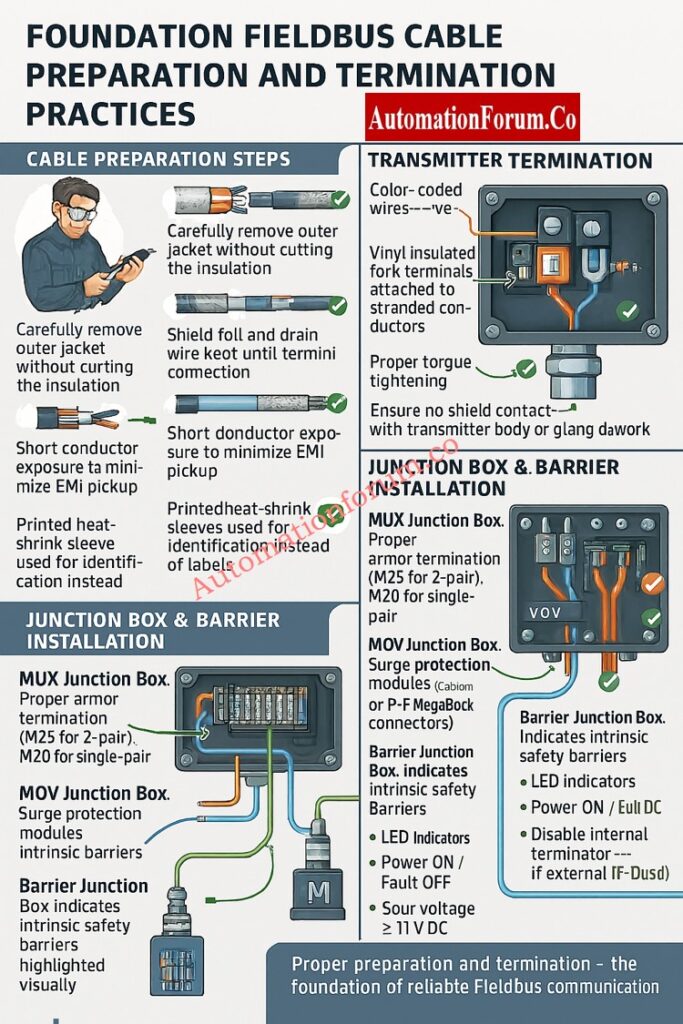
Labeling, Termination, and Shield Continuity Tips
- Label and End Correctly: Label both ends clearly and use the right connectors or terminal blocks to reduce resistance.
- Keep the Shield Going: If you’re utilizing multi-pair cables, be sure that the shield stays connected at the junction boxes.
Following these wiring guidelines makes sure that the twisted pair cable works as it should and is noise-resistant.
Standard Method Statement for Instrumentation Cable Termination: Method Statement for Instrumentation Cable Termination
Application Example – Remote I/O Using RS 485 Twisted Pair
Converting Analog Inputs to Digital Data
Imagine a case where a remote location needs more analog I/O channels, but there is only one spare twisted shielded pair between two places.
RS 485 connectivity modules are one way to fix this:
- One module at the distant site changes eight 4 to 20 mA inputs into digital Modbus data.
- Another part of the control room turns the Modbus data back into eight 4 to 20 mA outputs.
This setup lets you send data from many analog sensors over one twisted pair cable, which cuts down on the cost and difficulty of wiring.
Why Cable Shields are Grounded Only at Control Panel Side: Why the Cable Shield is Grounded Only at the PLC or Control Panel Side
Using Modbus RTU Modules for Remote I/O Expansion
Companies like ICP DAS, Advantech, and Wago make small I/O modules that work with Modbus RTU via RS 485. Some even have partnering modes, which let one module automatically reflect the inputs of another without necessitating a PLC or SCADA master.
This method works well for situations when adding Ethernet infrastructure is not possible or cost-effective.
Calculate Temperature Transmitter Output using 4–20 mA Equation: How to Calculate Temperature Transmitter 4-20mA Output Using Linear Equation and Percentage Method ?
Choosing the Right Twisted Pair Cable
When choosing a twisted pair cable for RS 485 or 4 to 20 mA communication, keep the following things in mind:
| Parameter | Recommended Specification |
| Conductor Material | Tinned Copper |
| Conductor Size | 18 to 22 AWG depending on distance |
| Insulation Type | PVC or XLPE for general use, PTFE for high temperature |
| Shield Type | Foil or Braided Shield (depending on EMI level) |
| Impedance | 100 to 120 ohms for RS 485 applications |
| Capacitance | Below 60 pF per meter for long-distance analog loops |
| Temperature Rating | Typically -20°C to +80°C |
Choosing a cable that meets both the electrical needs and the climatic conditions makes sure that the signal works the same way all around the plant.
Simulate 4–20 mA Signals Accurately with Loop Calibrator: How to simulate 4-20ma signal with Loop Calibrator ?
Balanced vs Unbalanced Signal Transmission
There are two ways to send signals: balanced and unbalanced.
- Balanced transmission, which is utilized in RS 485 and 4–20 mA systems, sends the same signal over two wires that are opposite in polarity.
- The receiver reads the difference in voltage, which gets rid of noise that is common to both channels.
- Unbalanced transmission (like RS 232) is more likely to get interference since it employs one signal cable and a ground reference.
Twisted pair cables are necessary for dependable communication in noise industrial settings because balanced systems do a good job of blocking noise.
Refer the below link for Why not use 0-20mA & 0-15psi instead of 4-20mA & 3-15psi?
Crosstalk and Pair Lay Design in Multi-Pair Cables
Each twisted pair in multi-pair instrumentation cables has a variable twist rate, which is the number of twists per meter.
This design cuts down on crosstalk, which is when signals from two pairs mix together.
- Short lay length (more twists): Better at blocking noise, utilized for fast transmissions.
- Long lay length (fewer twists): Good for analog transmissions with low frequencies.
Manufacturers carefully control pair lay to make sure that extended runs of multi-pair cables always work the same way.
Step-by-Step Guide for 4–20 mA Loop Troubleshooting: How to do troubleshooting of a 4-20mA loop?
Supplier Reference Checklist for Engineers
When engineers want to use twisted pair cables for remote I/O or signal transmission, they can look to the following reliable suppliers and parts:
| Supplier | Product Description |
| ICP DAS | 8 Channel Analog Input and Output Modules for RS 485 |
| Phoenix Contact | Shielded Twisted Pair Industrial Cables |
| Advantech | Modbus RTU to Analog Converter Modules |
| Wago | Field I/O and Termination Systems |
| Moxa | Industrial Serial Communication Devices |
Before making a purchase, make sure that the I/O modules, communication protocols, and power supply ratings all work together. Also, make sure that the cable you choose can handle the noise and distance requirements of your application.
Compare Twisted Pair, Fiber Optic, and Coaxial Cables: Difference between Twisted Pair,Fiber Optic and Coaxial cables
Twisted Pair Cables in Hazardous (Intrinsically Safe) Areas
Compliance with IEC 60079-14 and FISCO Model
For safety and signal integrity, it is very important to keep capacitance and inductance in cables as low as possible in intrinsically safe (IS) circuits.
Twisted pair cables meet the standards of IEC 60079-14 and the FISCO model for Fieldbus systems by lowering loop area and energy storage.
Guidelines for IS Cable Color and Segregation
When using twisted pair cables in IS areas:
- Keep shields away from systems that aren’t IS.
- Keep IS and non-IS trays apart from each other.
- Common Protocols for Industry Using Twisted Pair
Common Industrial Protocols Using Twisted Pair
A lot of automation networks use twisted pair transmission in addition to RS 485 and 4–20 mA:
| Protocol | Medium | Max Distance | Notes |
| Modbus RTU | RS 485 Twisted Pair | 1200 m | Most common industrial serial network |
| Profibus DP | Shielded Twisted Pair | 1200 m | Requires 150 Ω impedance cable |
| CANopen / DeviceNet | Twisted Pair | 500–1000 m | Used in machine-level automation |
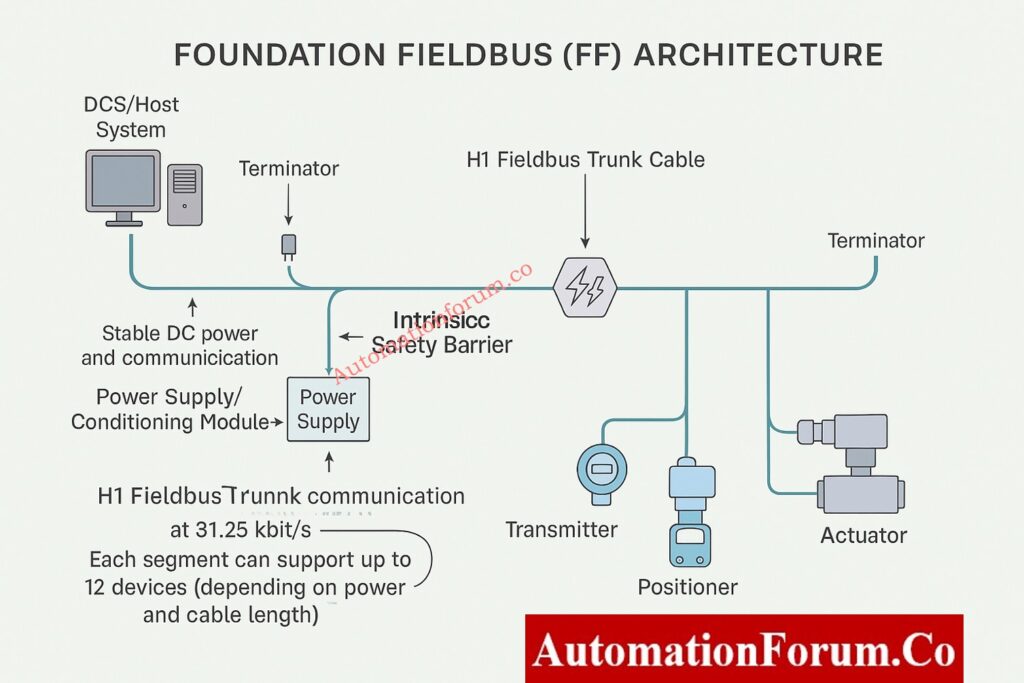
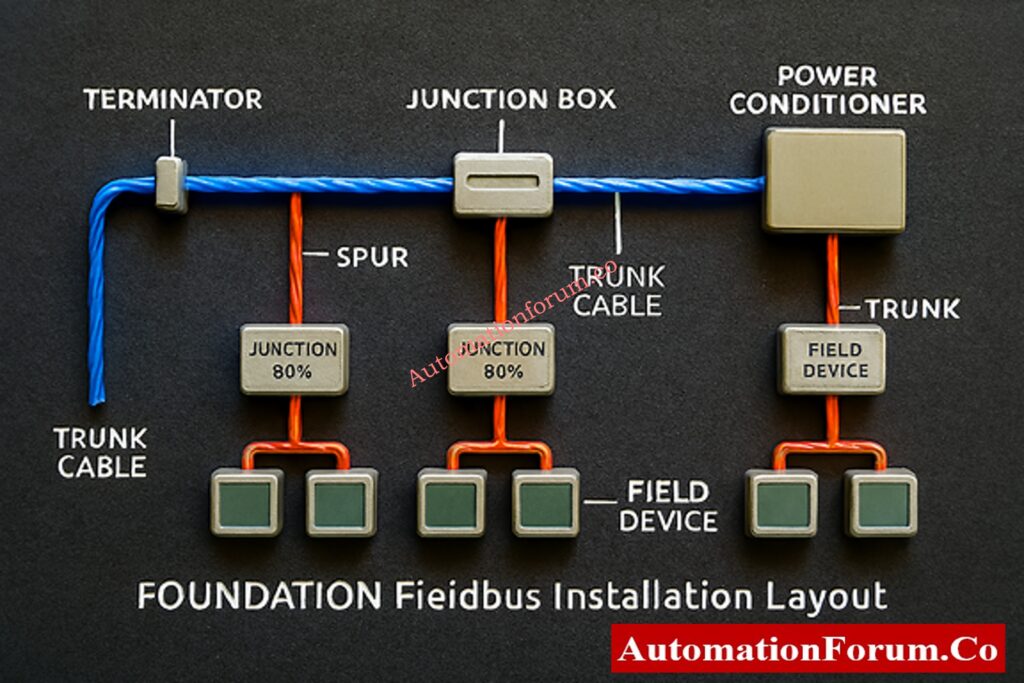
| Foundation Fieldbus H1 | Twisted Pair (31.25 kbps) | 1900 m | Supports power and data on same pair |
This range of field protocols shows how important twisted pair architecture is for any current automation.
Best Practices for Long-Term Reliability
Shield Grounding and Maintenance Tips
To make sure that signal transmission systems work reliably and need little maintenance:
- In places with a lot of noise, use twisted and shielded cable for all digital and analog signals.
- Connect the shield to the ground at only one end, and don’t make more than one ground connection.
- When you can, keep cable runs short and straight.
- Check the resistance of the cable insulation on a regular basis.
- Put surge protection devices at both ends of long RS 485 links.
- For easy troubleshooting, make sure to follow the right color coding and labeling rules.
Preventing Noise and Signal Drift in Long Cable Runs
Accurate process control and safe plant operation depend on reliable wiring for instrumentation.
One of the biggest problems in industrial automation is electrical noise, and twisted pair cables are a simple but effective way to deal with it.
They are necessary for both analog 4 to 20 mA signals and digital RS 485 transmission because they can cancel out common mode interference and keep differential balance. Twisted pair cables make sure that signals are clear, reliable, and free of interference, even in the toughest industrial settings, when used with the right shielding, grounding, and routing.
If you want your modern plants to be very reliable and keep your data safe, you have to get good shielded twisted pair cables.
Best Practices for Grounding Instrumentation Systems to Reduce Noise: How to properly ground an Instrumentation System to reduce noise?
Bonus Tips for Instrumentation Engineers
Planning for Future Expansion
When designing or upgrading process control networks,
- Always plan for extra twisted pairs in case you need to add more in the future.
- Write down the cable routes and the places where the shield is grounded.
RS 485 Termination and Mixed Signal Wiring Tips
- When utilizing RS 485, put a 120 ohm resistor on both ends to match the impedance and stop reflections.
- If you have both analog and digital cabling, you might want to use separate multi-pair cables for each kind to reduce interference.
These best practices can help you save a lot of time when you have to troubleshoot and make sure your control system is stable for a long period.
Standards and Compliance References
Make sure that the twisted pair cables you choose or install for industrial systems meet certain international standards:
- IEC 61158: Fieldbus physical layer (Foundation Fieldbus, Profibus)
- TIA/EIA-485-A: The electrical properties of the RS 485 interface
- IEC 60332 / IEC 60754: Requirements for cables that are flame-resistant and free of halogens
- UL 13 and UL 2919 are ratings for communication and instrumentation cables.
- IEC 60079-14: Choosing and putting in cables in dangerous places
Following these rules makes sure that safety and signal dependability last for a long time.
Refer the below link for the Practical Troubleshooting Guide for 4–20 mA Loops using Calibrators
Why Twisted Pair Cables Remain the Backbone of Industrial Signal Transmission
Twisted pair cable is still the most dependable way to send industrial signals, whether it’s from chemical facilities to HVAC control panels, PLC cabinets to field junction boxes.
It shows the idea of making things simple but effective: a minor change that makes a tremendous difference in how well they work.
Always make sure that twisted pair and correct shielding are part of your wiring plan, whether you are building a new control system or upgrading an old one.
FAQs on Twisted Pair Cable in Industrial Signal Transmission
Why is twisted pair cable used for 4 – 20 mA signals?
Twisted pair cable cuts down on noise that comes from outside sources and makes ensuring that analog current is sent accurately over lengthy industrial loops.
What type of cable is best for RS 485 communication?
A 120-ohm shielded twisted pair cable is the best choice for RS 485 networks since it cuts down on EMI and keeps the impedance balance.
What is the difference between twisted pair and shielded twisted pair?
Twisted pair cuts down on noise by changing the shape of the wires, while shielded twisted pair adds an extra layer of foil or braid for places with a lot of EMI.
Can twisted pair cables be used in hazardous areas?
Yes, as long as they meet the specifications of IEC 60079-14 and the FISCO model, which usually means they have a blue outer sheath for IS circuits.
How many meters can RS 485 communication run on twisted pair cable?
With the right 120-ohm impedance cable and end termination, it can go up to 1200 meters.




 in HART Transmitters – Complete Guide for Instrument Engineers 1")
 1")