- Why Wet Material Selection Matters in Process Instrumentation
- Common Wet Materials for Sensors and Flow Meters
- Coatings vs. Solid Materials for Sensor Wet Parts
- Industry-Specific Guidelines for Material Selection
- Corrosion Mechanisms to Watch For
- Checklist for EPC Engineers for Material Selection
- Factors to Consider in Material Selection
- Corrosion Compatibility Table – Chemicals vs. Recommended Materials
- Emerging Trends in 2025 and Beyond
- FAQ on Right Wet Part Materials of Sensors in Process Industries
- Test Your Flowmeter Knowledge: Flowmeter Selection for EPC Engineers in Process Industries
In instrumentation engineering, a sensor is only as good as the material that makes up its wet parts, which are the sections that come into touch with process fluids. Choosing the right wet part material is not just a matter of following the rules for Instrumentation EPC (Engineering, Procurement, and Construction) engineers; it is also a strategic design choice.
If you choose the wrong material, your sensors may fail early, corrode and leak, give you wrong readings, and cost you a lot of time and money. On the other hand, making the appropriate option can make instruments last longer, lower maintenance costs, keep people safe, and make sure that measurements are always accurate throughout the life cycle of a plant.
The following article goes into great detail about the most common wet materials used for sensors and flow meters, such as 316L stainless steel, Hastelloy C-276, tantalum, nickel, titanium, and Monel. It also discusses how to choose the best one for your needs.
Why Wet Material Selection Matters in Process Instrumentation
Instrumentation in process industries encounters a diverse array of challenges:
- Refineries and chemical plants use corrosive chemicals all the time. Sensors are always in contact with acids, solvents, and by-products that can quickly damage materials that aren’t right for them.
- Seawater and brine systems with high levels of chloride are frequent in desalination, offshore oil and gas, and cooling water systems, where stainless steels commonly fail.
- Fertilizer and pulp & paper mills have strong acids and alkalis, which makes them very demanding places that need specific coatings or exotic alloys.
- Food-grade sanitary standards for dairy and drinks mean that materials must not only be resistant to corrosion but also meet FDA and 3A standards.
- In power plants, there are cycles of high pressure and high temperature. These cycles can speed up material fatigue and stress corrosion cracking.
When wet part materials can’t handle these conditions, the results are unsafe:
- Corrosion or pitting that causes leaks tiny pits can expand and create major failures.
- Stress corrosion cracking (SCC) happens when the pressure and temperature change quickly and without warning. This makes instruments less reliable.
- Loss of calibration and drift in measurement accuracy—chemical attacks modify how sensors respond, which can lead to inappropriate actions in process control.
- Unexpected downtime and replacement costs—every time you have to replace an instrument that you didn’t plan to adds time and money to the operation.
- Process safety risks, especially in dangerous or flammable service, like in oil and gas or chemical facilities, where a material failure can lead to serious safety problems.
Ensure Accurate Pressure Measurement Every Time: Choosing the Right Impulse Tube Size for Reliable Pressure Measurement & System Efficiency
Common Wet Materials for Sensors and Flow Meters
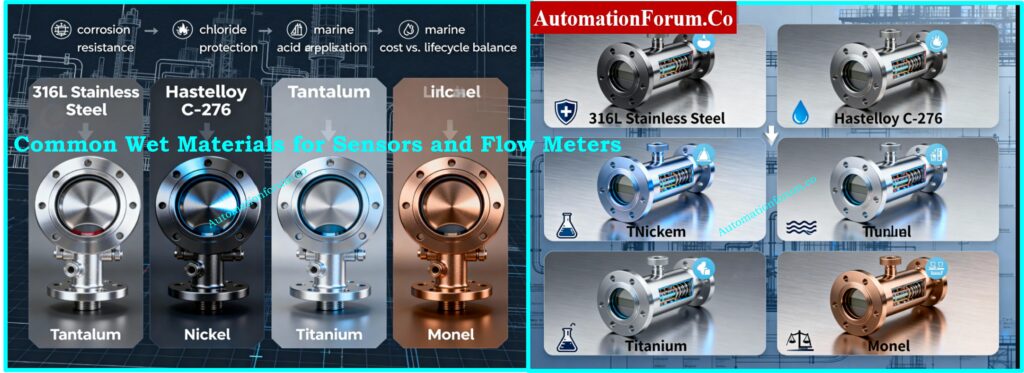
Wet portions are the parts of a sensor or transmitter that come into direct contact with the process media in process instrumentation. Choosing the right materials is very important because it influences the sensor’s dependability, resistance to corrosion, and overall cost over its lifetime. A bad choice can cause a lot of problems, downtime, and safety risks.
Diaphragms in pressure transmitters, electrodes in pH probes, and lining materials in flowmeters are all common examples of wet parts. EPC engineers need to be very careful when choosing wet parts during the design stage to make sure that the process will be available for a long time and that it meets industry requirements.
Let’s explore at the six most common wet materials utilized in designing instruments, as well as their pros and cons and common uses.
1. 316L Stainless Steel – The Workhorse of Instrumentation
Key Properties:
- Resistant to corrosion in mild chemicals and water applications
- Strong and easy to weld
- Affordable and easy to find
Applications:
- Uses: Sensors that can be used for many things, like water purification, HVAC, and food processing
- Flow meters for clean service (potable water and non-aggressive substances)
- Low-chloride applications for pressure transmitters
Limitations:
- In places with a lot of chloride, like seawater or brine, it is easy to get pitting corrosion.
- Not very resistant to strong acids like HCl and H2SO4
EPC Engineer’s Note: Unless your process fluid is very corrosive, choose 316L as the default. Check the levels of chloride again before giving your approval.
Step-By-Step Guide for EPC Design Engineers: Thermowell Selection Procedure – Refer the below link
2. Hastelloy C-276 – The Chemical Industry Champion
Key Properties:
- Nickel-molybdenum-chromium alloy that has tungsten in it
- Very good at resisting both oxidizing and reducing agents
- Very resistant to hydrochloric acid, chlorine gas, moist chlorine, and hot, dirty media
Applications:
- Chemical plants (for chlorination, bleaching, and pickling)
- Power plants use flue-gas desulfurization (FGD) systems.
- Refinery conditions that are harsh and have mixed acids
Limitations:
- Costs a lot more than stainless steel
- Harder to weld and machine
EPC Engineer’s Note: If you’re not sure about aggressive chemical mixtures, Hastelloy C-276 is the safest alternative, although it will cost a lot to get.
3. Tantalum – The Super Metal
Key Properties:
- Almost immune to strong acids, including HCl and H2SO4 at high concentrations
- Works very well in hot, corrosive acid service
- Long service life even when there is a lot of corrosion stress
Applications:
- Specialty chemical plants that deal with acid digestion processes
- The semiconductor and drug industries
- Hydrochloric acid storage and sulfuric acid towers
Limitations:
- Very expensive, hence it can only be used in a few specific situations.
- Needs special welding and machining skills
Note from the EPC Engineer: Only use Tantalum if no other material can survive. Before making a recommendation, always do a life-cycle cost analysis.
4. Nickel – The Alkali Specialist
Key Properties:
- It is very resistant to caustic soda (NaOH) and alkaline solutions.
- Can handle neutral and decreasing conditions
- Relatively lower cost compared to exotic alloys
Applications:
- Plants that make caustic soda
- Bleaching with alkaline in the pulp and paper industry
- Making batteries and electroplating
Limitations:
- It doesn’t stand up to powerful oxidizers like nitric acid.
- Compared to stainless steel, it has moderate mechanical strength.
EPC Engineer’s Note: If you need something that can resist caustic substances, use nickel. Don’t go to places that are oxidizing.
5. Titanium – The Marine & Seawater Specialist
Key Properties:
- Very good at resisting chlorine and saltwater attacks
- Lightweight, strong, and safe for living things
- Creates a stable, passive oxide film to keep things safe
Applications:
- Desalination plants and oil and gas platforms in the ocean
- Cooling circuits for power plants that use seawater
- Uses in medicine and aerospace
Limitations:
- Costs more than stainless steel
- Needs careful welding and making methods
EPC Engineer’s Note: Titanium is the best material for seawater and high-chloride brine. It is better than 316L or Monel.
6. Monel – The Nickel-Copper Alloy
Key Properties:
- It is very resistant to hydrofluoric acid, saltwater, and alkaline environments.
- Strong mechanical qualities over a wide range of temperatures
- Strong against cracking from stress corrosion
Applications:
- Marine uses include propeller shafts and seawater valves.
- Chemical plants use hydrofluoric acid for service.
- Brine systems and heat exchangers
Limitations:
- More expensive than stainless steel but less expensive than Hastelloy or Tantalum
- Not very resistant to strong oxidizing agents
EPC Engineer’s Note: When working with HF acid or seawater, think about using Monel instead of Titanium, which might be too strong.
Complete 2025 Guide for Process Engineers: Interface Level Measurement Selection Procedure – Complete 2025 Guide for Process Engineers
Coatings vs. Solid Materials for Sensor Wet Parts
Sometimes instead of using expensive exotic alloys, EPC engineers prefer protective coatings or linings:
- PTFE (Teflon) and PFA Linings are great at keeping acids, solvents, and other harsh fluids from getting through.
- Glass linings are often used in pH sensors and operations that use corrosive chemicals.
- Ceramic coatings are very resistant to abrasion and stay stable in strong acids.
Solid alloys like Hastelloy or Titanium usually endure longer, although they are expensive. Coatings are less expensive, but they could break down when they are eroded, exposed to high temperatures, or damaged by mechanical means.
Optimize Control Valve Performance in Harsh Processes: Control Valve Selection and Recommended Practices for Harsh Process Conditions
Industry-Specific Guidelines for Material Selection
- Oil and gas: Sour service applications (H₂S) need materials that meet NACE MR0175/ISO 15156 standards to keep them from cracking and sulfide stress corrosion.
- Chemical Plants: To be safe, streams that are very acidic or alkaline need Hastelloy, PTFE, or ceramic coatings.
- Water and wastewater: Environments with a lot of chloride can induce pitting in stainless steel. Duplex grades or titanium are better.
- Food and drink: 316L and 304L hygienic stainless steels that can handle CIP/SIP cycles.
- Pharma and biotech companies must use FDA- and USP-approved materials that are also sanitary.
Safely Choose Cable Glands for Hazardous Areas: Cable Gland Selection for Hazardous Area Installations – Complete 2025 Guide
Corrosion Mechanisms to Watch For
Knowing how corrosion happens might help keep things from breaking down:
- Pitting Corrosion: Damage that happens in one spot, usually because of chlorides on stainless steel.
- Crevice Corrosion: This type of corrosion happens in places that aren’t easy to see, including gaskets, flanges, or threaded connections.
- Galvanic corrosion happens when two different metals touch one other in a conductive liquid.
- Stress Corrosion Cracking (SCC) happens when a material is under both tensile stress and corrosive fluid, which causes it to fracture quickly.
Checklist for EPC Engineers for Material Selection
Before finalizing wet part materials, EPC engineers should:
- EPC engineers should look at the chemical makeup of the process fluids, including any small amounts of dirt.
- Check both normal and upset operating conditions, such as temperature and pressure.
- Check the vendor’s information on how well it resists corrosion and look for recommendations from other people.
- Find out if there are MTCs (Material Test Certificates) available.
- Put the CAPEX and lifespan OPEX for a few different materials next to each other.
- Make a note of the choices you make on which project materials to employ in datasheets for later use.
Factors to Consider in Material Selection
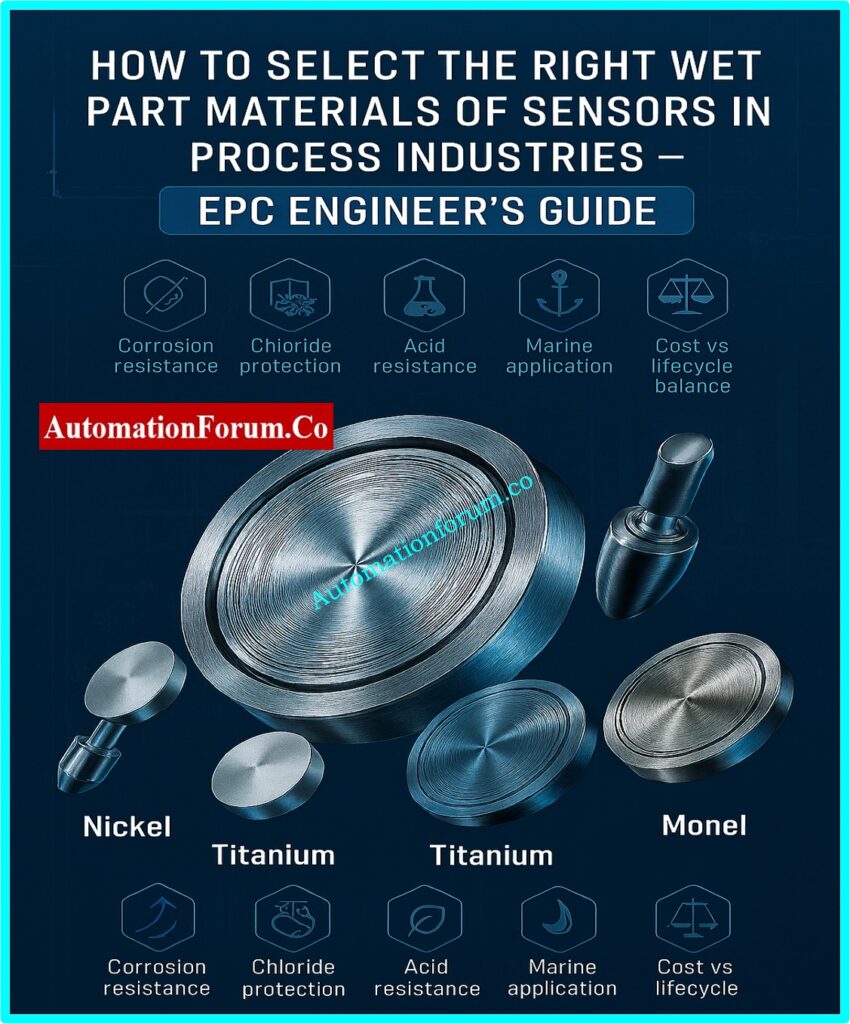
- EPC engineers should look at the chemical makeup of the process fluids, including any small amounts of dirt.
- Check both normal and upset operating conditions, such as temperature and pressure.
- Check the vendor’s information on how well it resists corrosion and look for recommendations from other people.
- Find out if there are MTCs (Material Test Certificates) available.
- Compare the CAPEX and longevity OPEX of a few different materials.
- Keep a record of your choices on the project materials to employ in datasheets for later usage.
Master Wet Contact Wiring for PLCs Easily: Understanding Wet Contacts in PLC Wiring
Corrosion Compatibility Table – Chemicals vs. Recommended Materials
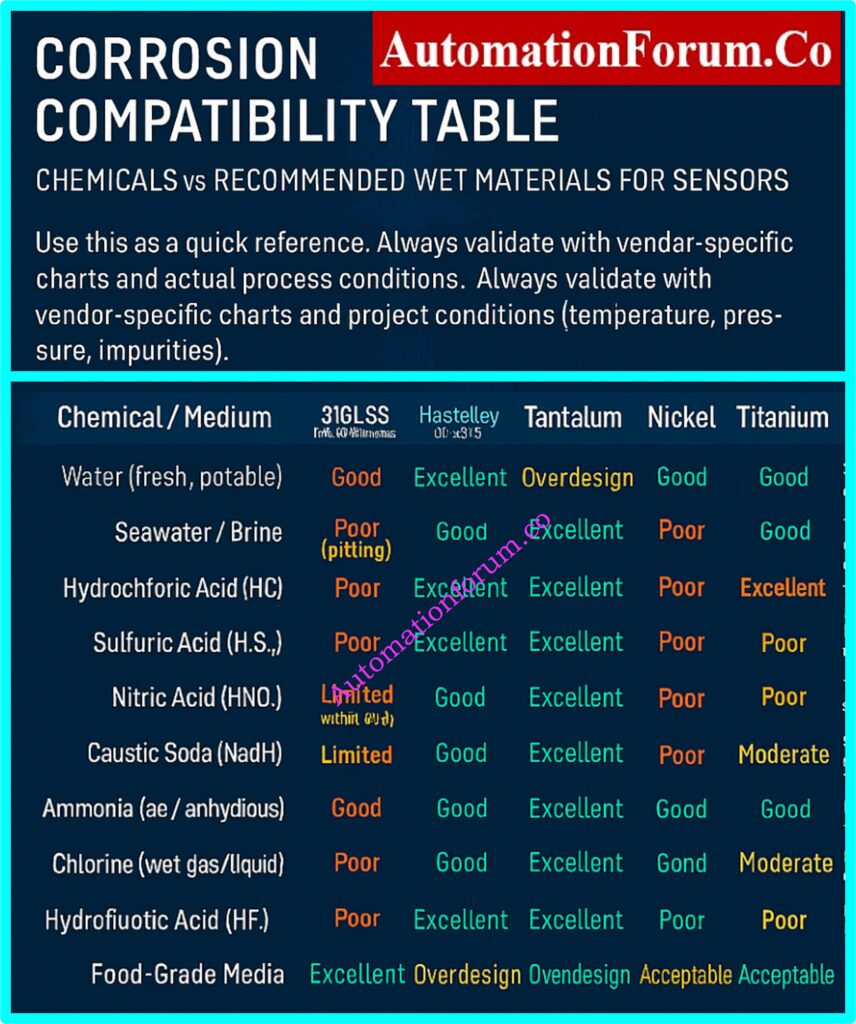
This table provides a quick reference for Instrumentation EPC design engineers when selecting sensor wet part materials for different chemicals and environments. Always validate with vendor-specific compatibility charts and project conditions (temperature, pressure, impurities).
| Chemical / Medium | 316L Stainless Steel | Hastelloy C-276 | Tantalum | Nickel | Titanium | Monel | Notes |
| Water (fresh, potable) | Good | Excellent | Overdesign | Good | Excellent | Good | 316L is sufficient; others are overengineered. |
| Seawater / Brine | Poor (pitting) | Good | Excellent | Poor | Excellent | Good | Titanium preferred; Monel acceptable. |
| Hydrochloric Acid (HCl) | Poor | Excellent | Excellent | Poor | Poor | Limited | Tantalum is the safest; Hastelloy often used. |
| Sulfuric Acid (H2SO4) | Poor | Excellent | Excellent | Poor | Moderate | Poor | Tantalum best for strong concentrations. |
| Nitric Acid (HNO3) | Limited (dilute only) | Good | Excellent | Poor | Good | Poor | Stainless or Titanium ok in low conc.; Tantalum for strong acid. |
| Caustic Soda (NaOH) | Limited | Good | Good | Excellent | Good | Moderate | Nickel is the best choice; stainless not suitable in high conc. |
| Ammonia (aqueous/anhydrous) | Good | Excellent | Excellent | Good | Good | Good | Multiple materials acceptable; Nickel alloys common. |
| Chlorine (wet gas/liquid) | Poor | Excellent | Excellent | Poor | Moderate | Poor | Hastelloy and Tantalum are proven solutions. |
| Hydrofluoric Acid (HF) | Poor | Poor | Poor | Poor | Poor | Excellent | Monel is one of the few materials resistant to HF. |
| Organic Solvents | Good | Excellent | Excellent | Good | Excellent | Good | Most materials acceptable; selection based on secondary impurities. |
| Food-Grade Media | Excellent | Overdesign | Overdesign | Acceptable | Acceptable | Acceptable | 316L is the industry standard. |
Emerging Trends in 2025 and Beyond
- More people are using duplex and super duplex stainless steels for marine and offshore applications.
- Utilization of modern composites and non-metallics in very corrosive environments.
- In EPC projects, digital twins are used to model how long materials will last before they corrode.
- Artificial intelligence-based compatibility calculators that use past data to guess which wet parts will work best together.
For Instrumentation EPC design engineers, choosing the right wet part materials is an important part of making sure that a plant works well. 316L stainless steel works for most ordinary uses, but for tougher jobs, you could need Hastelloy, Titanium, Monel, Nickel, or even Tantalum.
The most important thing to remember is to always weigh performance, safety, lifecycle cost, and availability. EPC engineers may make sure that:
- Longer life for instruments
- Better safety and compliance for plants
- Less time spent on maintenance and downtime
- Measurements of the process that are correct and stable
In the end, picking the correct wet material is more than simply engineering; it’s also risk management and value engineering.
Understand Pressure Transmitter Rangeability Effectively: Rangeability vs. Turndown Ratio and their Implications for Pressure Transmitter Selection
FAQ on Right Wet Part Materials of Sensors in Process Industries
1. Which material is used in sensors?
Silicon (MEMS sensors), metals and ceramics (high-temp/corrosive), and polymers (flexible or biocompatible applications) are all common materials for sensors.
2. What is a wetted part material?
A wetted part material is any part of a sensor or transmitter that touches the process fluid directly. This affects how well it resists corrosion and how long the sensor lasts.
3. What materials are used in pressure sensors?
People often use silicon, stainless steel, ceramics, and sapphire, and they choose which one to use based on the temperature, pressure, and chemical exposure.
4. What are wetted parts of a pressure transmitter?
Diaphragms, seals/O-rings, capillaries, and membranes are all wetted parts that are in direct contact with the process medium.
5. What is a wetted component?
Any portion that comes into contact with process fluid. To keep measurements accurate, these must not rust or be damaged by chemicals.
6. What is the wet leg of a pressure transmitter?
The wet leg is a reference leg that is filled with liquid to make sure that differential pressure measurements are correct and to keep things from getting clogged.
7. Which wet material is best for hydrochloric acid?
Because it is very resistant to corrosion, tantalum is the safest choice for powerful hydrochloric acid. Hastelloy C-276 can also be employed at concentrations that are not too strong.
8. When should Tantalum be used for sensors?
Use Tantalum only in very acidic situations where other materials, like stainless steel or Hastelloy, would not work. It works best with high quantities of hydrochloric or sulfuric acid.
9. What is the most cost-effective material for seawater?
Titanium is better for marine applications because it is more resistant to chloride and lasts a long time. It is a more reliable choice than 316L stainless steel or Monel.
Select the Right Manifold for Pressure Transmitters: Key Considerations for Pressure Transmitter Manifold Selection
Test Your Flowmeter Knowledge: Flowmeter Selection for EPC Engineers in Process Industries
Refer the below link to Test Your Flowmeter Knowledge with our Advanced Flowmeter Selection Quiz for EPC Engineers in Process Industries
{kind=link}