- What Is the Difference Between ESD and PSD in Process Plants?
- ESD vs PSD in Process Safety and Shutdown Philosophy
- ESD vs PSD Difference Table for Process Safety and Shutdown Systems
- What Is PSD in Process Industry?
- What Is ESD in Process Industry?
- ESD vs PSD: Key Differences Explained
- How Cause and Effect Logic Works in ESD and PSD Systems
- Field Instruments Used in PSD and ESD Shutdown Systems
- Relationship Between ESD, PSD, SIS, DCS, ICSS, BPCS, and FGS
- ESD vs PSD in Oil and Gas Industry Applications
- When to Use PSD and When to Use ESD
- Why PSD and ESD Should Not Be Confused With DCS Control Logic
- Engineering, Commissioning and Maintenance of ESD and PSD Systems
- Common Mistakes in ESD vs PSD Design and Operation
- How to Identify PSD and ESD Functions in a Cause and Effect Matrix
- Mini Cause and Effect Matrix example
- FAQ on ESD vs PSD
- Conclusion: Understanding the Difference Between ESD and PSD
What Is the Difference Between ESD and PSD in Process Plants?
In process plants, ESD vs PSD is not just a terminology debate. It is a practical safety and shutdown philosophy issue that affects how engineers design logic, select instruments, define cause and effect, commission loops, and maintain uptime. In many plants, the difference between ESD and PSD is understood informally, but not always documented clearly. That leads to confusion during operations, troubleshooting, and shutdown testing.
A Process Shutdown System is typically used to respond to abnormal process conditions before they become more severe. An Emergency Shutdown System is used when the condition has escalated into a hazardous situation that requires fast isolation, trip, or plant safe state action. Both belong to the broader shutdown architecture in instrumentation, but they do not serve the same purpose.
For EPC engineers, instrumentation engineers, control engineers, commissioning teams, and maintenance teams, understanding ESD vs PSD helps avoid weak shutdown logic, poor cause and effect design, and dangerous assumptions about what the DCS can or cannot do.
Avoid Compliance Failures With This Proven Safety Audit Guide: Advanced Safety Instrumented System (SIS) Inspection Checklist for IEC 61511 Compliance
ESD vs PSD in Process Safety and Shutdown Philosophy
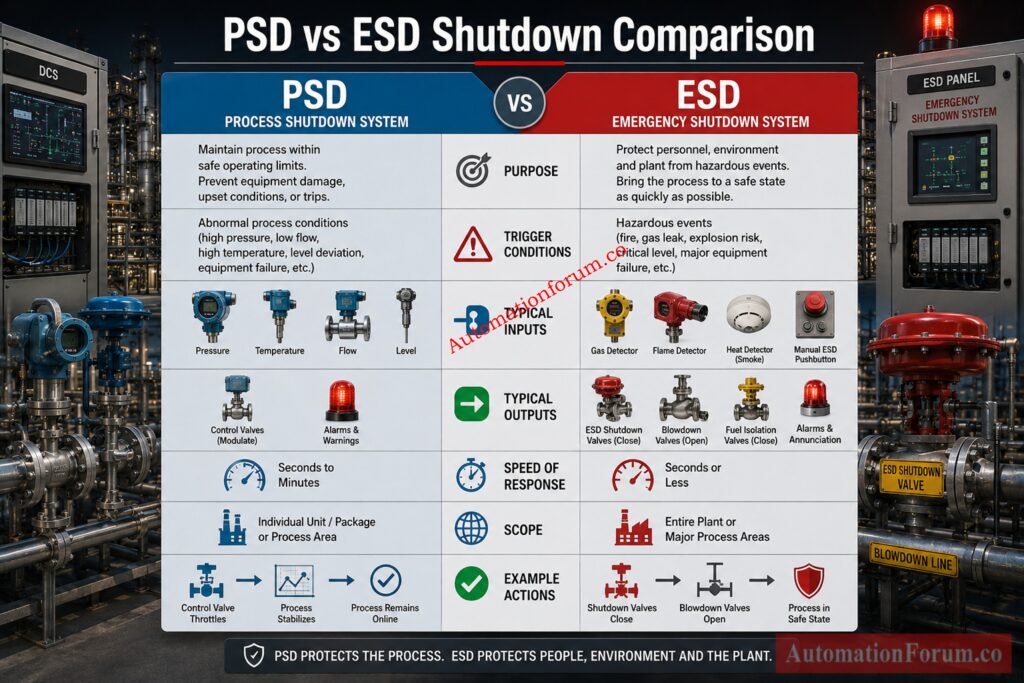
PSD handles process protection, while ESD handles emergency protection.
PSD is about controlled protection. ESD is about immediate survival of the plant.
PSD protects the process from escalation. ESD protects people and assets from emergency hazard.
Refer the below link for the Top Critical Mistakes in Safety Instrumented System Design as per ISA 84 Standard and How to Avoid Them
ESD vs PSD Difference Table for Process Safety and Shutdown Systems
| Aspect | PSD | ESD |
| Purpose | Protect the process from abnormal conditions and prevent escalation | Protect people, equipment, and the facility during hazardous events |
| Trigger conditions | High pressure, low pressure, high temperature, low flow, pump trip, abnormal level, process deviation | Fire, gas release, explosion risk, toxic leak, major overpressure, critical containment failure, life safety threat |
| Risk level | Process risk and equipment protection risk | High consequence safety risk |
| Typical inputs | Transmitters, switches, analyzers, flow signals, vibration signals, pump status, package permissives | Fire and gas detectors, critical pressure trips, manual emergency pushbuttons, flame detectors, toxic gas detectors |
| Typical outputs | Close control valves, stop pumps, isolate sections, alarm to operator, reduce load, initiate controlled shutdown | Trip major equipment, isolate fuel or hydrocarbon sources, activate blowdown, depressurize, shutdown sections, initiate emergency safe state |
| Speed of response | Fast, but often allows controlled shutdown sequence | Very fast, with priority on immediate hazard reduction |
| Scope | Usually unit level or process train level | Often plant wide, area wide, or critical asset wide |
| Relation to safety layers | Protective layer between control and emergency shutdown | Final or near final protective layer for hazardous events |
| Commissioning focus | Sequence verification, interlock testing, field loop checks, permissive logic, reset behavior | Trip response, fail safe action, voting logic, override control, emergency pushbutton response, blowdown action |
| Maintenance focus | Proof testing, calibration, bypass control, alarm rationalization, logic validation | Proof testing, partial stroke where applicable, valve fail action, detector health, safety bypass management |
What Is PSD in Process Industry?

PSD Meaning in Process Shutdown System
PSD stands for Process Shutdown System. In real plant usage, it is the shutdown layer that protects the process when operating conditions move outside safe or acceptable limits. It is not meant to be confused with basic control. It is a protection function that reacts when the process needs intervention before the situation becomes hazardous.
Common PSD Trip Conditions in Process Industry
A PSD usually responds to process abnormalities such as:
- High pressure in a separator, compressor suction line, or vessel
- Low suction pressure on a pump
- High temperature in a heater outlet or reactor loop
- Low flow through a critical cooling or lubrication circuit
- High level or low level in a drum, separator, or tank
- Abnormal vibration on rotating equipment
- Loss of critical utility such as cooling water, instrument air, or seal gas
The action taken by PSD is usually a controlled protective action. That may mean stopping a machine, closing an inlet valve, opening a recycle line, isolating a section, or triggering a shutdown sequence. In many plants, PSD may also start an alarm and request operator intervention before a more severe trip occurs.
PSD Purpose in Oil and Gas and Process Plants
In a compressor train, PSD may stop the compressor if suction pressure is too low, discharge pressure is too high, or vibration reaches a dangerous level. In a heater, PSD may trip fuel supply if the outlet temperature rises above the safe limit. In a cooling system, PSD may shut down a process unit if cooling water flow is lost and the process cannot be allowed to continue safely.
How PSD Protects the Process From Escalation
In the PSD in process industry context, the system is usually built to preserve equipment, maintain process stability, and prevent escalation. It is often a unit specific protective layer rather than a plant wide emergency action system.
Stop Confusing Shutdown Systems Learn Correct Applications Fast: ESD vs SIS Difference When to Use Each and Practical Engineering Guide
What Is ESD in Process Industry?
ESD Meaning in Emergency Shutdown System
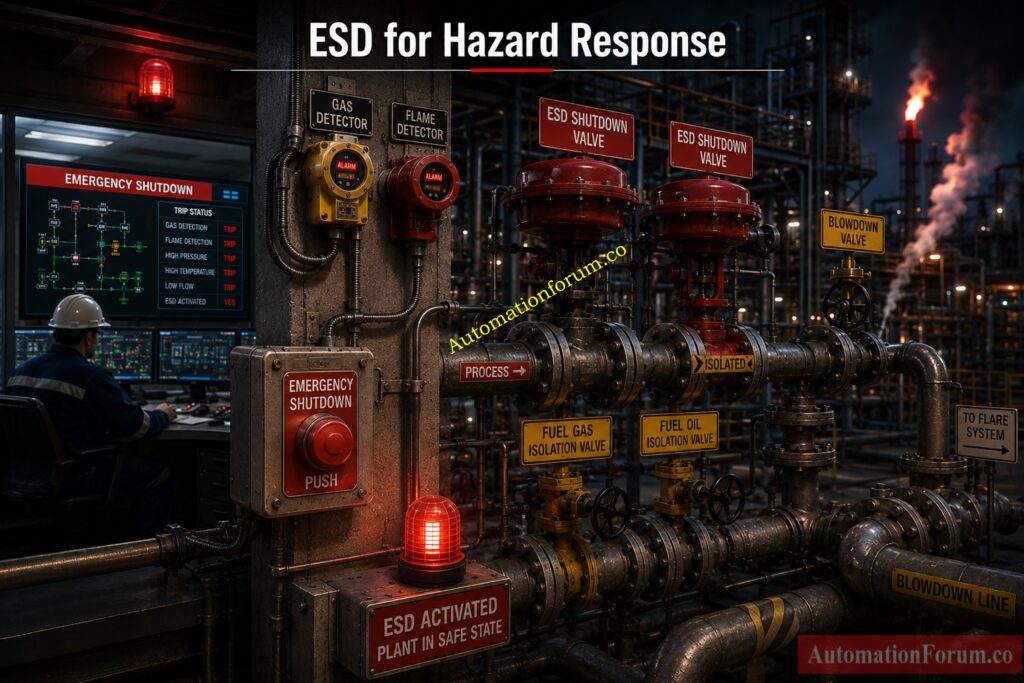
ESD stands for Emergency Shutdown System. It is the emergency response layer used when conditions have become unsafe or potentially life threatening. An ESD is designed to rapidly move the plant or unit to a safe state by isolating energy sources, stopping hazardous equipment, and reducing inventory or pressure.
Common ESD Trip Conditions in Process Industry
An ESD is typically triggered by events such as:
- Fire detection in a critical area
- Gas detection above the alarm or trip threshold
- Toxic gas release
- Critical vessel overpressure
- Major hydrocarbon leak
- Flame failure in a critical combustion system
- Severe process condition that threatens personnel or asset safety
ESD Purpose in Oil and Gas and Process Plants
An ESD may perform actions such as:
- Shut fuel gas to fired equipment
- Close emergency shutdown valves
- Trip pumps, compressors, turbines, or engines
- Activate blowdown or depressurization
- Isolate feed and export lines
- Send plant or area to a safe state
How ESD Protects People, Equipment and the Facility
In the ESD in process industry context, this is the emergency response system that is closely associated with personnel safety, containment protection, fire and gas response, and major hazard control. It is often designed with higher integrity expectations than ordinary control logic.
Everything Engineers Must Understand About Functional Safety Concepts: What is SIS, SIF and SIL? An In-Depth Guide to Functional Safety in Process Industries
ESD vs PSD: Key Differences Explained
The easiest way to understand ESD vs PSD is to think in terms of escalation.
PSD is process protection
PSD acts when the process is abnormal but still under control enough to allow a managed response. It is often the layer that prevents a small deviation from becoming a major incident.
ESD is emergency protection
ESD acts when the event is severe enough that immediate shutdown and isolation are required. It does not wait for normal control recovery. It prioritizes safe state.
Difference Between PSD and ESD in Shutdown Philosophy
A PSD might stop a pump because suction pressure is too low.
An ESD might isolate fuel and depressurize a unit because a gas detector has confirmed a hazardous release.
That is the functional difference that matters in the field.
Difference Between PSD and ESD in Shutdown Scope
Many projects use the words differently. Some call unit trips “ESD” even when they are really process shutdowns. Some call plant shutdown logic “PSD” even when the action is clearly emergency in nature. That is why the actual function should always be read from the cause and effect matrix, shutdown philosophy, and safety requirement specification rather than from the tag name alone.
Calculate Risk Reduction Faster With Proven Verification Methods: SIF PFDavg / SIL Verification – Complete Guide + Online Calculator (IEC 61508 / 61511)
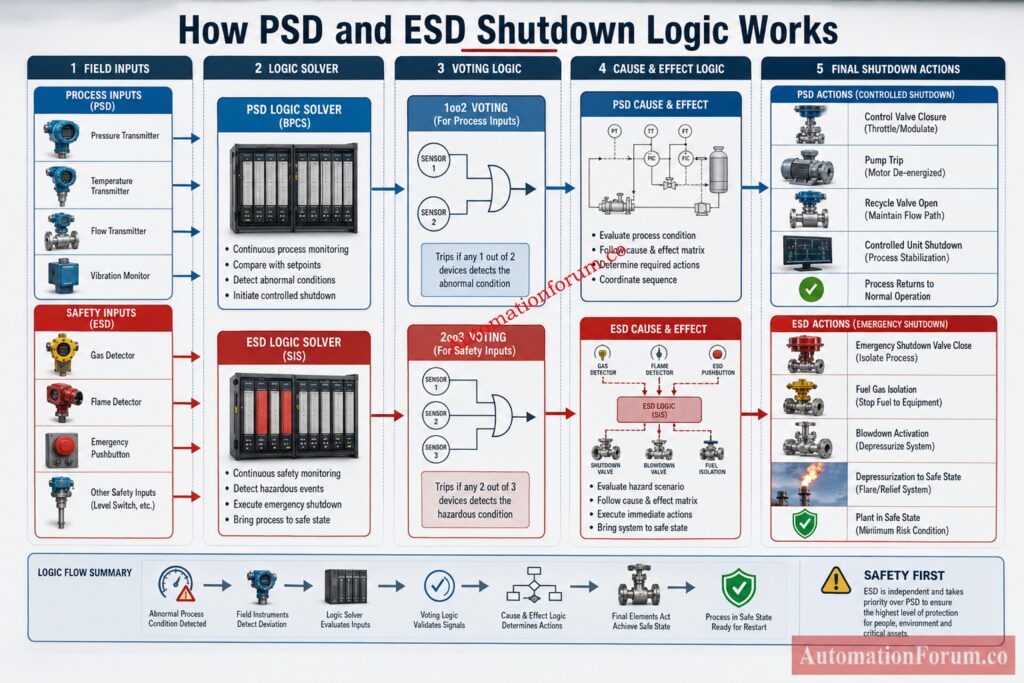
How Cause and Effect Logic Works in ESD and PSD Systems
Cause and Effect Matrix for Shutdown Systems
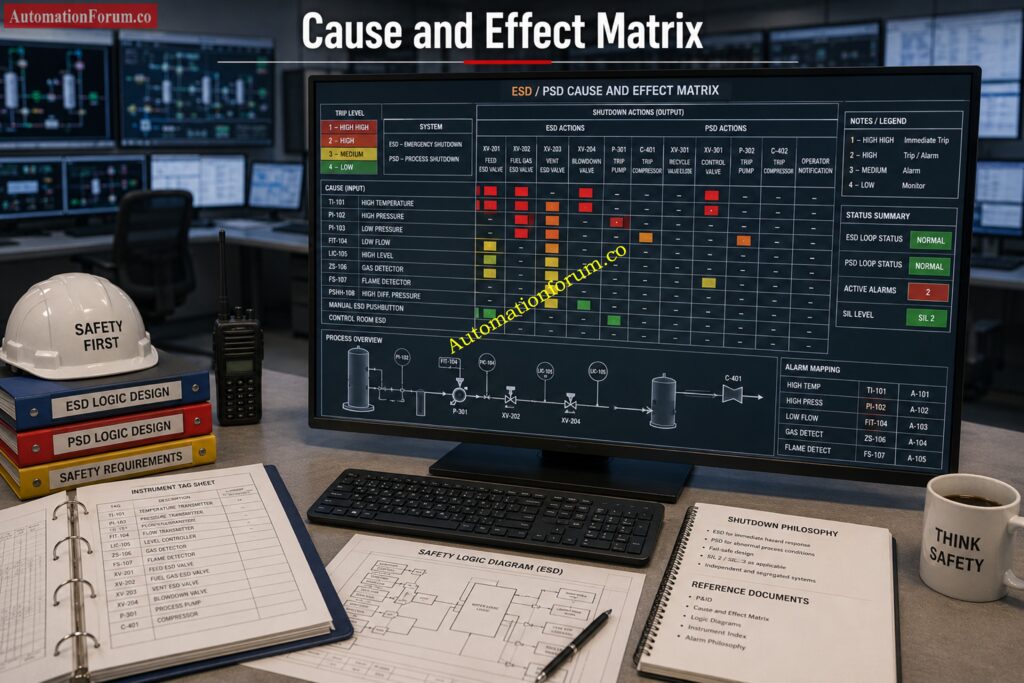
The cause and effect matrix is where shutdown philosophy becomes practical. It shows what input causes what action. This is the document that tells the team whether an event belongs to PSD, ESD, alarm only, or operator action.
Trip Levels and Shutdown Actions
Cause: High pressure in separator
Effect: Close inlet valve, stop feed pump, open recycle path, raise alarm, initiate unit shutdown if pressure continues to rise
Cause: Fire detector in compressor shelter
Effect: Trip fuel gas, stop compressor, close shutdown valves, activate blowdown, send emergency alarm
What engineers should look for
A strong cause and effect philosophy usually defines:
- Trip levels
- Time delays
- Voting logic such as one out of two or two out of three
- Reset requirements
- Bypass and override permissions
- Manual reset after trip
- Alarm versus trip separation
- First out indication
- Fail safe action of final elements
Practical logic behavior
PSD logic often allows a more controlled sequence. It may use time delay, confirmation, or staged actions.
ESD logic usually has faster direct action and less tolerance for delay, because the objective is to reduce the hazard immediately.
Prevent Costly Compliance Issues During Maintenance Deferrals: Testing and Repair Deferral – IEC Guidelines, Procedure, and Best Practices
Field Instruments Used in PSD and ESD Shutdown Systems
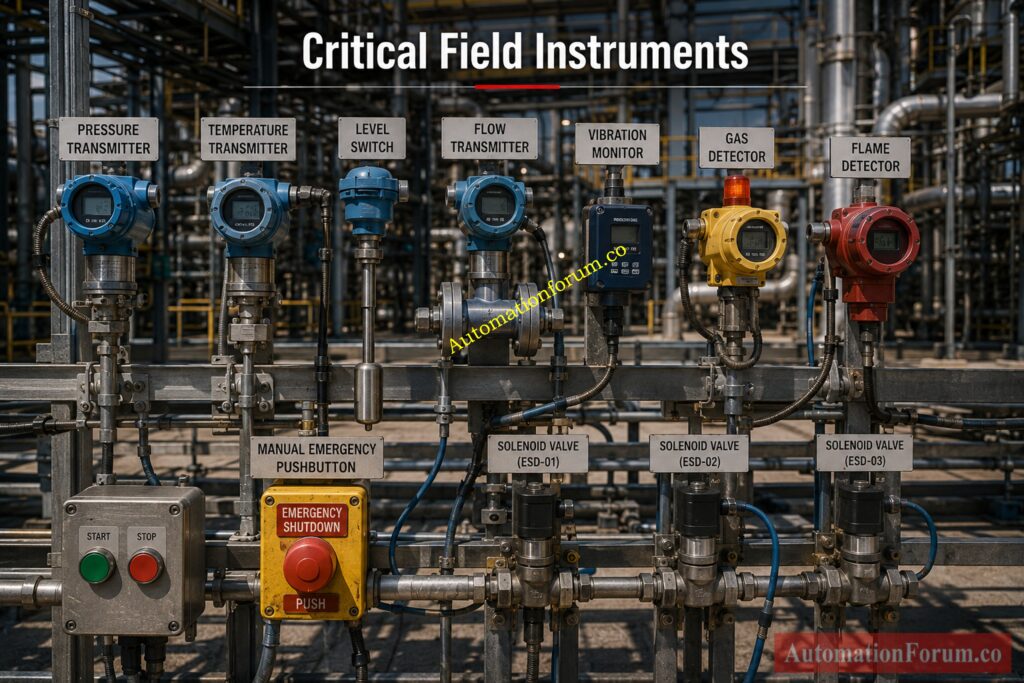
Both PSD and ESD use field instruments, but the severity of action is different. PSD normally protects the process, while ESD protects people, equipment, and the plant.
Typical Field Inputs
| Shutdown System | Typical Field Instruments / Inputs | Purpose |
| PSD | Pressure transmitters | Detect abnormal pressure conditions |
| Level transmitters | Monitor high or low level process conditions | |
| Temperature transmitters | Detect process overheating or cooling issues | |
| Flow transmitters | Identify low flow, no flow, or high flow conditions | |
| Vibration monitors | Protect rotating equipment from mechanical damage | |
| Pump running feedback | Confirm pump status and operating condition | |
| Package permissive contacts | Check equipment readiness before operation | |
| Analyzer limit contacts | Detect unsafe process composition or quality limits | |
| ESD | Fire detectors | Detect fire and trigger emergency shutdown |
| Gas detectors | Detect hazardous gas release | |
| Manual emergency pushbuttons | Allow operator initiated emergency trip | |
| Flame detectors | Detect flame in hazardous areas | |
| Critical pressure switches | Trip on dangerous pressure conditions | |
| Toxic gas detectors | Detect harmful or poisonous gas release | |
| Critical equipment trip contacts | Confirm severe equipment fault or emergency trip condition |
Typical Final Elements

| Shutdown System | Typical Final Elements | Purpose |
| PSD | Control valves | Reduce or control process upsets |
| Shutdown valves | Isolate part of the process when required | |
| Motor starters | Stop motors connected to process equipment | |
| Variable speed drives | Reduce equipment speed during abnormal conditions | |
| Recycle valves | Protect compressors or pumps from unstable operation | |
| Vent or drain valves | Release pressure or liquid safely | |
| ESD | Emergency shutdown valves | Quickly isolate hazardous process sections |
| Blowdown valves | Depressurize equipment or piping safely | |
| Depressurization valves | Lower system pressure during emergency | |
| Fuel isolation valves | Stop fuel supply to fired equipment | |
| Master trip relays | Initiate shutdown of multiple equipment items | |
| Solenoid operated valves | Drive fail-safe shutdown action | |
| Critical contactors or breakers | Remove power from essential equipment |
Meet Functional Safety Obligations Before Compliance Audits Begin: SIS functional safety requirements
Why Final Elements Matter
| Point | Explanation |
| Final element condition | A shutdown function is only as reliable as the final device that performs the action. |
| Common failure risks | Valve sticking, solenoid failure, loss of air supply, or wrong fail-safe position can prevent shutdown. |
| Engineering importance | Proof testing and valve testing are essential in shutdown system design and maintenance. |
Explore The Final Safety Barrier Protecting Critical Assets: What is ESDV (Emergency shutdown Valve)? How ESD valve works?
Simple Difference Between PSD and ESD Devices
| Aspect | PSD | ESD |
| Main role | Protect the process | Protect people, plant, and equipment |
| Input severity | Process abnormal conditions | Emergency and hazardous conditions |
| Final action | Process shutdown or control response | Immediate isolation and safe shutdown |
| Reliability demand | High | Very high |
Download Essential Safety Vocabulary Used Across Major Industries: Functional Safety Terminology – Excel Download for Industrial Automation
Relationship Between ESD, PSD, SIS, DCS, ICSS, BPCS, and FGS
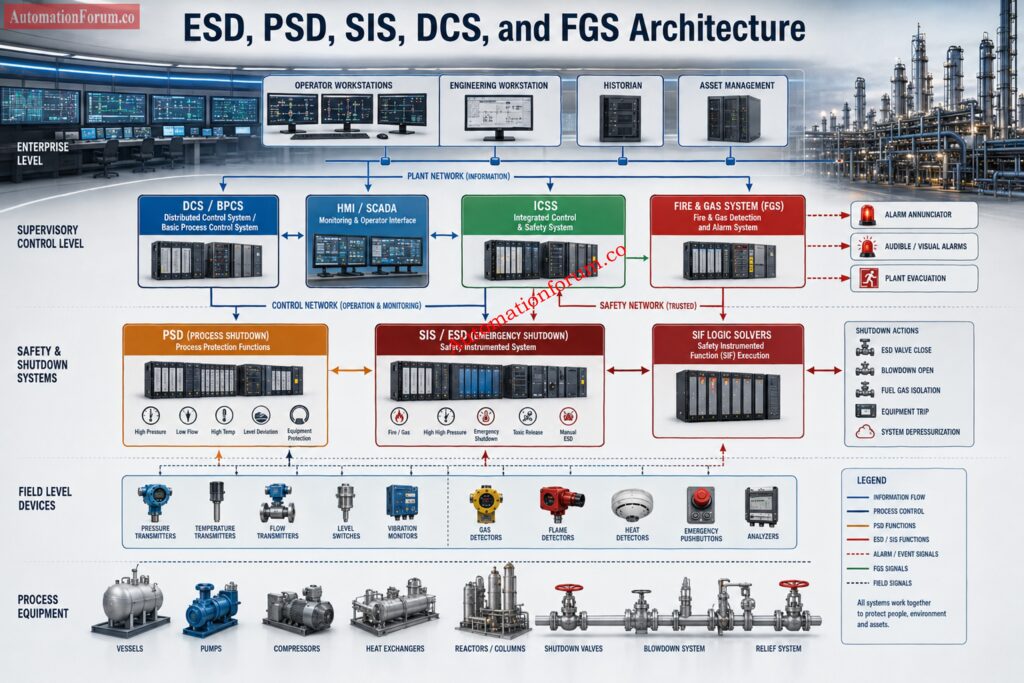
This is one of the most important practical topics in ESD vs PSD discussions.
ESD and SIS Relationship
The Safety Instrumented System is the broader safety architecture. PSD and ESD functions may both sit inside the SIS depending on the project philosophy, risk assessment, and company standards. Some sites place PSD in the SIS. Others place certain PSD functions in a dedicated shutdown system while ESD remains in the SIS.
High Integrity Protection Explained For Modern Industrial Applications: What is HIPPS?
ICSS Integration for ESD and PSD
The Integrated Control and Safety System is often the platform that houses control and safety functions together, but with proper separation in hardware, software, or network architecture. In an ICSS based plant, both PSD and ESD logic may be implemented on the same vendor platform with strict segregation.
Difference Between PSD and DCS
The DCS and Basic Process Control System manage normal operation. They are not the same as shutdown logic. A DCS can alarm, control, and sequence normal process actions, but it should not be treated as the final protection layer for hazardous shutdown functions unless the project philosophy explicitly defines a qualified protective architecture.
Fire and Gas System Role in ESD
The Fire and Gas System often triggers ESD actions. This is where FGS and ESD become tightly linked. FGS detects the hazard. ESD executes the emergency response. In many plants, the relationship between FGS and ESD is essential for safe hydrocarbon processing.
Why this separation matters
The control system may try to keep the process running. The shutdown system may need to stop it. That is not a conflict. That is layered protection working as intended.
Discover Critical Shutdown Inputs Protecting High Risk Facilities: Signals for Emergency Valve Shutdown in Critical Processes
ESD vs PSD in Oil and Gas Industry Applications
ESD vs PSD in Gas Compressor Train
A gas compressor train often uses PSD for abnormal process conditions such as low suction pressure, high discharge pressure, high vibration, or seal gas failure. If the condition worsens or a fire and gas event occurs in the compressor area, ESD isolates fuel, trips the machine, and may activate blowdown.
Here, PSD protects the train from process damage. ESD protects the area from a major hazard.
Understand Why Every High Risk Facility Depends On It: What is an Emergency shutdown system and what is its importance?
ESD vs PSD in Fired Heater Shutdown System
A fired heater may use PSD to respond to process upset conditions such as low fuel pressure, low feed flow, or abnormal outlet temperature. If flame failure is detected or a gas release occurs, ESD shuts fuel quickly and initiates the safe shutdown sequence.
Here, the difference is clear. PSD is linked to process integrity. ESD is linked to combustion and personnel safety.
ESD vs PSD in LNG and Gas Processing Plant
In LNG and gas facilities, PSD may protect process equipment from overpressure, low flow, or train upset. ESD may isolate inlet, stop compressors, activate blowdown, and depressurize a section when fire or gas detection confirms a dangerous event.
ESD vs PSD in Power Plant Auxiliary Systems
In a power plant, PSD might stop a feed pump or protect a boiler feedwater circuit when flow or level becomes unsafe. ESD may trip fuel systems or isolate a critical hazardous area when a severe safety event is confirmed.
Challenge Your Functional Safety Knowledge Before Site Audits: Test Your Expertise in Safety Instrumented Systems (SIS): Knowledge Quiz
When to Use PSD and When to Use ESD
This is one of the most valuable practical distinctions.
When PSD Is Sufficient for Controlled Shutdown
The process is abnormal, but the situation can still be managed by controlled shutdown or protective intervention.
Examples:
- Rising separator pressure that can be controlled by reducing feed
- Low pump suction pressure that requires pump trip
- High temperature in a process loop that needs a controlled stop
- Loss of cooling that requires process shutdown before damage
When ESD Is Required for Emergency Shutdown
The situation poses a direct hazard to personnel, the facility, or containment integrity.
Examples:
- Confirmed fire
- Confirmed gas release
- Toxic gas exposure
- Manual emergency stop
- Critical leakage or rupture
- Hazardous overpressure that requires immediate isolation and depressurization
The rule is simple. If the event is about protecting the process, PSD may be enough. If the event is about preventing or responding to a hazardous emergency, ESD is required.
Learn This Crucial Voting Configuration Before System Commissioning: Understanding 2 out of 2 SOV: Working & Configuration
Why PSD and ESD Should Not Be Confused With DCS Control Logic
A common engineering mistake is treating DCS logic as if it were shutdown logic. That is risky.
DCS logic
DCS logic handles normal control, operator interface, sequencing, and routine alarms. It is excellent for process regulation.
Shutdown logic
PSD and ESD logic are designed for protective action. They are not trying to optimize production. They are trying to preserve safe operation or force a safe state.
The practical difference
A DCS can say, “Something is wrong.”
A PSD can say, “Stop this unit in a controlled manner.”
An ESD can say, “Shut down now and isolate the hazard.”
That difference matters in design reviews, hazard studies, and maintenance planning.
Prepare For Technical Interviews With Expert Level Questions: Safety Instrumented System(SIS) Interview Questions and Answers
Engineering, Commissioning and Maintenance of ESD and PSD Systems
Shutdown Philosophy in Engineering Phase
Engineers should define the shutdown philosophy before drawing logic diagrams. The cause and effect matrix, shutdown hierarchy, bypass rules, reset sequence, and trip priorities should all be clear. Do not build the logic first and the philosophy later.
High level SIL and redundancy considerations matter here. Not every shutdown function needs the same integrity level. The risk of the scenario drives the design. Some functions may need redundant transmitters, voting logic, or redundant solvers. Others may not.
Cause and Effect Verification in Commissioning
Commissioning teams should verify:
- Correct input wiring
- Correct trip setpoints
- Correct final element action
- First out indication
- Alarm and trip sequence
- Reset behavior
- Bypass and override control
- Cause and effect alignment with field reality
Proof Testing and Calibration in Maintenance
Maintenance teams should focus on:
- Proof testing
- Valve stroking and fail action checks
- Detector calibration
- Trip setpoint verification
- Bypass discipline
- Work permit coordination
- Documentation updates after changes
Bypass Management and Reset Testing
A shutdown system that is never tested becomes a paperwork asset, not a real safety barrier. Proof testing is how engineers confirm that the logic, sensor, solver, and final element still perform the intended action.
Critical Isolation Technology Every Process Engineer Should Understand: What is an Emergency Block valve and How does it work
Common Mistakes in ESD vs PSD Design and Operation
Calling Every Trip an ESD
Not every shutdown is emergency shutdown. A process protection trip is often a PSD function, not an ESD function.
Mixing Process Control Logic With Shutdown Logic
When control and protection boundaries are vague, operators lose trust and maintenance teams lose clarity.
Ignoring Final Element Failure Modes
A shutdown signal without reliable valve response is not a real shutdown function.
Overusing Bypasses and Overrides
Bypasses are sometimes necessary during maintenance, but uncontrolled bypass culture destroys safety integrity.
Mixing plant terminology without project definition
One project may define PSD as pretrip protection. Another may define it as a unit shutdown layer. Do not assume. Read the project documents.
Poor Reset Philosophy in Shutdown Systems
If a trip can be reset too easily, operators may restart into an unsafe condition. If it is too difficult, operations may be forced into unsafe workarounds. The reset philosophy should be deliberate.
See How Automated Isolation Protects Modern Process Plants: What is an Automated Block Valve and how does it work
How to Identify PSD and ESD Functions in a Cause and Effect Matrix
When reviewing a cause and effect matrix, look for these clues.
PSD Indicators in Cause and Effect Matrix
- Controlled shutdown sequence
- Equipment protection motive
- Localized or unit based action
- May allow operator intervention before full shutdown
- May include staged trip and alarm
ESD Indicators in Cause and Effect Matrix
- Fire and gas trigger
- Hazard containment or isolation motive
- Rapid plant safe state action
- Fuel isolation or blowdown
- Strong fail safe expectation
How Engineers Review Shutdown Logic
Ask three questions:
- What is the initiating cause?
- What hazard is being prevented?
- What is the required safe state?
If the answer is process protection, you are likely looking at PSD. If the answer is emergency hazard control, you are likely looking at ESD.
Reduce Overpressure Risks Using This Advanced Protection Method: How does the HIPPS system work in the Oil and gas Industry?
Mini Cause and Effect Matrix example
PSD example
Cause: High discharge pressure on compressor
Effect: Alarm, reduce load, open recycle, trip compressor if pressure remains high
ESD example
Cause: Gas detector high high in compressor building
Effect: Trip compressor, isolate fuel, activate blowdown, send emergency alarm, lock out restart until reset
This simple comparison shows the logic difference very clearly.
Avoid Shutdown Failures Through Proper Valve Implementation Techniques: Implementing a Solenoid Operated Valve for Emergency Shutdown
FAQ on ESD vs PSD
What is the difference between ESD and PSD?
PSD protects the process and equipment from abnormal operating conditions through controlled shutdown actions. In dangerous conditions ESD triggers emergency shutdown actions to protect personnel, the environment and the facility.
What is the difference between ESD and DCS?
A DCS is typically utilized for normal process monitoring and control while an ESD system is meant to perform safety essential shutdown operations in crises. ESD is autonomous to provide protection when process control alone is not sufficient.
What is PSD in oil and gas?
PSD is Process Shutdown System . It is used to safely shut down process equipment or unit in the case of abnormal operating conditions. The goal is to prevent damage to equipment and to prevent escalation to more serious incidents.
The Decision Making Logic Behind Every Reliable Shutdown: Voting Logic in Safety Instrumented System
What does ESD stand for?
ESD stands for Emergency Shutdown System. It is a dedicated safety system designed to place a plant, process unit, or facility into a safe state during emergency conditions.
What is an ESD used for?
An ESD is used to safeguard people, equipment and environment in emergency scenarios like fire, gas leak, overpressure or catastrophic process failures. It does this by automatically separating dangers and shutting down the systems involved.
What are the two types of ESD?
There are two common ESD kinds, Unit ESD and Plant ESD. Unit ESD is intended to trip a particular portion of the process . Plant ESD is intended to activate trip functions across a much wider area or the entire plant .
What is the main purpose of ESD?
The main purpose of an ESD is to reduce the consequences of hazardous events by bringing the plant to a predefined safe condition. It serves as a critical layer of protection in process safety systems.
Are ESD and SD the same?
What is ESD material?
ESD material is material designed to safely disperse static electricity and prevent electrostatic discharge. These materials are frequently utilized in the protection of sensitive electronic equipment and parts
What does PSD stand for?
PSD means Process Shutdown System. It is designed to protect process equipment and to ensure safe operation by automatic shutdown of impacted areas of the process in case of abnormal conditions.
What is ESD in oil and gas?
An ESD system in oil and gas plants isolates hydrocarbon sources, shuts down essential equipment and performs protective procedures during emergencies. It is an important part of the entire process safety plan.
What is a PSD in engineering?
A PSD is a shutdown function that is designed to protect equipment and processes from harmful operating circumstances. This helps avoid process upset conditions from becoming serious safety catastrophes.
Is PSD the same as ESD?
No. PSD is intended for process protection and controlled shutdown of equipment or units. ESD is intended for emergency situations where safety risks require immediate protective action.
Can a PSD trip lead to an ESD?
Yes. If a process upset continues to worsen or creates a hazardous condition, the shutdown sequence may escalate from PSD actions to an ESD response.
Is ESD part of SIS?
In many facilities, ESD functions are implemented within the Safety Instrumented System architecture. However, the exact arrangement depends on the project’s safety philosophy and system design.
Is FGS connected to ESD?
Yes. Fire and Gas Systems commonly provide inputs that trigger ESD actions when fire, combustible gas, or toxic gas hazards are detected.
Why is a cause and effect matrix so important?
Can DCS handle ESD or PSD?
What is the biggest practical difference between PSD and ESD?
The distinction is mostly in the purpose. PSD protects the process and equipment from abnormal conditions while ESD safeguards the people, assets and environment during emergency scenarios.
Transform Alarm Performance And Reduce Operator Response Delays: Guide to Industrial Process Alarms in Control Systems: Types, Classifications, and Management Methods
Conclusion: Understanding the Difference Between ESD and PSD
The difference between ESD vs PSD is simple in principle and critical in practice. PSD is the process protection layer that reacts to abnormal operating conditions before the situation becomes severe. ESD is the emergency shutdown layer that responds to hazardous events where people, assets, and containment are at risk. In real plants, both systems must be designed through a clear cause and effect philosophy, aligned with the SIS, ICSS, DCS, BPCS, and FGS architecture, and verified through commissioning and proof testing. When engineers keep that boundary clear, the shutdown system in instrumentation becomes more reliable, more maintainable, and far safer.
Refer the below link for the Redundant Transmitters Explained: Reliability, Voting Logic and SIL for Instrumentation Engineers
{kind=link}