Industrial processes are automated for more decades. Automating industries gains productivity, Whether the processes of the plant floor were continuous, batch, hybrid, or discrete production, this was true.

MES (manufacturing execution systems)
MES is to connect the manufacturing floor to the production scheduling systems and then to the enterprise accounting systems. MES implementations were difficult and often returned less than expected return on investment (ROI ).
MES is a method that has evolved from what tends to be the classic disciplines such as data acquisition of production, time logging of employees, quality assurance and finite scheduling. Under heading MES, the homogenized and compact version of these techniques can be grouped.
The aim of an MES is to make the value-adding processes transparent and on the basis of this transparency to create not only horizontal but also vertical control cycles.
With the rise of the CIM concept (Computer Integrated Manufacturing), the interdependencies of these task areas have also been reproduced in the IT systems. Production, personnel and quality were no longer considered to be completely independent, but data cross-over from one task to another was permitted.

The system components were, however, independent of each other and synchronizing them required major work on interfacing.
All in all, the functionality of these combination systems describes the functional scope of MES today:
- For production matters: PDA, MDE, DNC, control station;
- For
personnel matters: staff work time logging, access control, short term manpower planning; - For quality assurance matters: CAQ, measured data acquisition
Manufacturing Operations Management (MOM)
MOM, which represents the management of manufacturing operations. But even MOM does not fully describe a company that is fully connected.
The Purdue Industrial Engineering Department is a widely adopted and understood definition of Manufacturing Operations Management (MOM). It is called the CIM (Computer Integrated Manufacturing) Purdue Reference Model and includes the often referenced “Layers 0-4” technology and business process model for a manufacturing company.
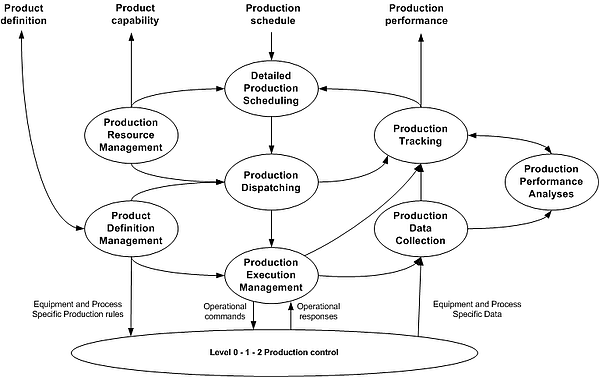
Furthermore, the standard consists of 5 different parts. Part 3 is of particular interest and focuses on the Manufacturing Operations Management business model. The four main areas of activity are:
- Maintenance
- Production
- Quality
- Inventory
{kind=link}